0270-23-2111
0270-23-2111 0270-23-2113
0270-23-2113
スポット溶接とは?

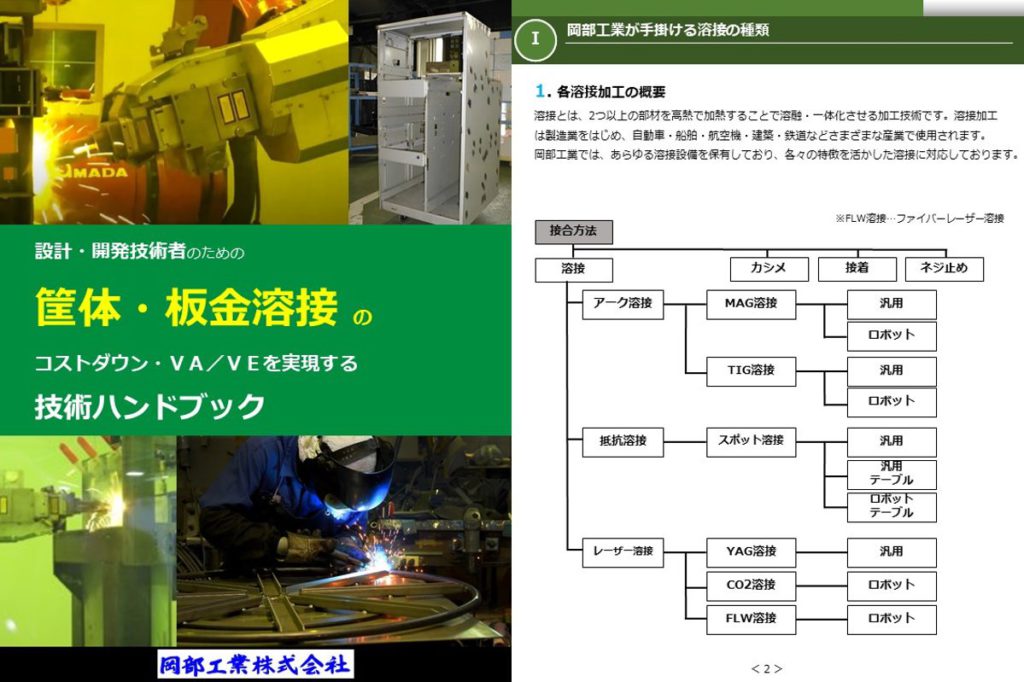
スポット溶接は抵抗溶接の一種です。水冷された電極で重ねた2枚の板をはさみ、加圧しながら短時間で大きな電圧をかけることで、板間で発生する抵抗熱がその接点周辺の板を溶融させ、2枚の板を一点で溶接します。抵抗溶接には他にも、プロジェクション溶接とシーム溶接があります。
スポット溶接のメリットとデメリット
スポット溶接のメリットとしては、溶接した1点にのみ熱が加わるため、ほかの溶接方法と比較すると熱によるワーク(母材)の歪みが小さいことがあげられます。そのため、他の溶接法に比べて仕上がりがクリーンで、後処理が少なくて済みます。また、点で溶接を行うということは他の連続的な溶接方法に比べて1箇所の作業時間が短く済みます。これにより、作業の速度が向上し、生産性を高めることができます。生産性が上がることで、結果的に人件費の削減が可能となり、コストの削減にもつながります。
一方、スポット溶接のデメリットとしては、1点のみでしか2枚の板は溶接されていないため、気密性を得ることはできません。また、薄板にはスポット溶接が効果的ですが、板厚が厚くなると熱が伝わり切らないために溶接ができません。
>>板厚3.2mmと板厚1.6mmのような、板厚に差がある場合でもスポット溶接は可能ですか?
当サイトを運営する岡部工業では、テーブルスポット溶接機を保有しております。詳細は下記をご覧ください。

スポット溶接とアーク溶接の違いとは?
スポット溶接は圧接の一種で、母材に圧力をかけることで母材同士の溶接を行う方法です。一方アーク溶接は、溶加材を電極として用いて、溶加材や母材を溶かして溶接を行う方法です。どちらもロボットによる自動化が可能ですが、一般的にはスポット溶接の方が溶接箇所が1点になるため、熱によるワークの歪みが小さくなります。
なお、筐体設計・製作.comで手掛けるような、金属製の大きな筐体板金の場合、スポット溶接は主に鋼板と鋼板を溶接する際に用いられ、アーク溶接よりも歪みも少ないので筐体の外装部分に多く採用される溶接方法です。
アーク溶接には、溶融電極式と非溶融電極式があります。それぞれ、溶融電極式には、mag(マグ)溶接とmig(ミグ)溶接、 非溶融電極式には、tig(ティグ)溶接とプラズマ溶接があります。
スポット溶接とレーザー溶接の違いとは?
レーザー溶接とは、レーザー光線の熱によって溶接を行う溶接方法のことです。レーザー溶接は、アーク溶接と同様に、融接(溶融圧接)に含まれます。スポット溶接は圧接(加圧溶接)の一つです。スポット溶接(圧接)とレーザー溶接(融接)には、母材を加圧して接合するのか、母材を加熱して接合するのか、という違いがあります。
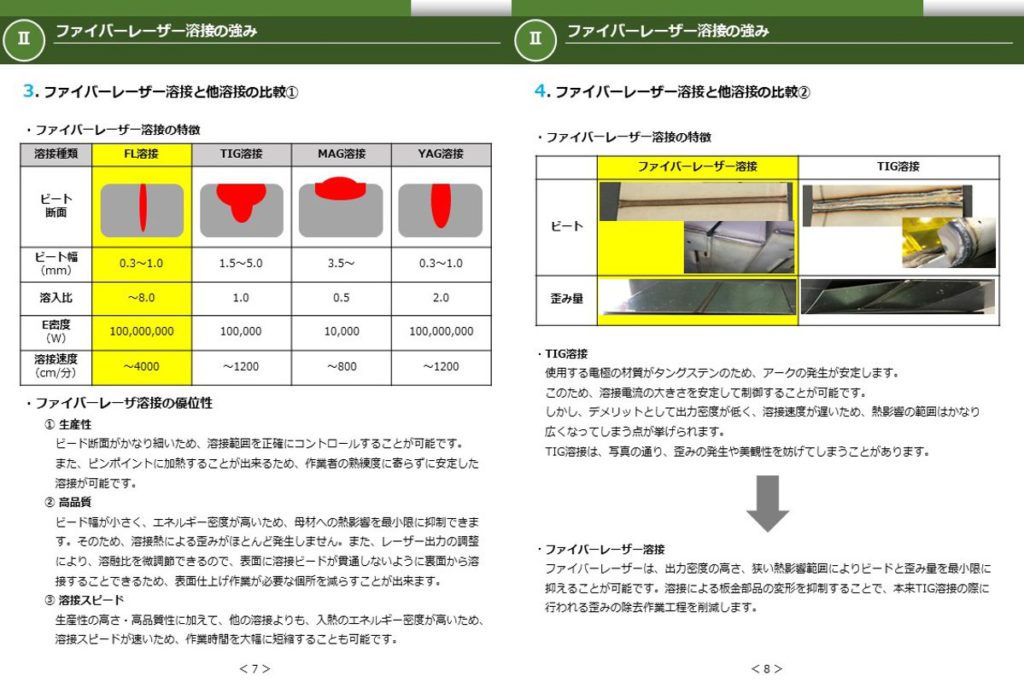
レーザー光で加熱する際には、レーザー光はレンズによって1点に収束しているので、狭い範囲を集中して加熱することがでます。このため、レーザー溶接はアーク溶接に比べてビード幅が狭く、深い溶け込みで加工が出来ます。またレーザー光を狭い範囲に集中させ入熱量を小さくできるので、溶接熱による歪みや溶接焼けが少なくなるため、板金筐体の溶接後の仕上げ処理が不要になります。
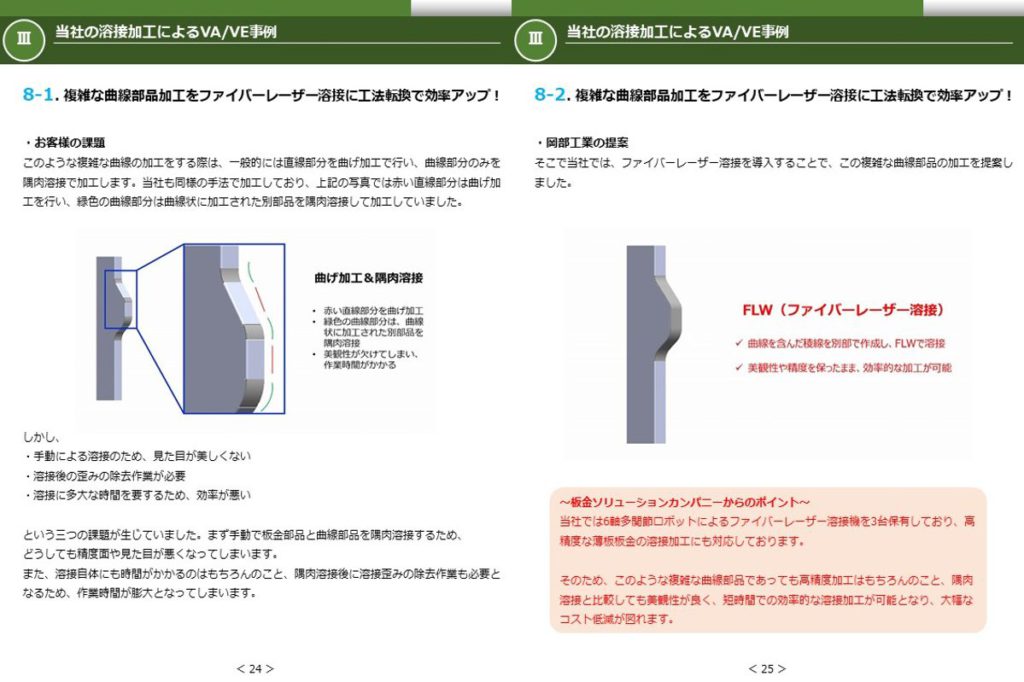
レーザー溶接の中に、ファイバーレーザー溶接というものがあります。ファイバーレーザー溶接とは、光ファイバーを用いてレーザー発振を行い、そのレーザー光線を光ファイバーで伝送してワークにレーザー光を照射します。レーザー光が照射されたワークは局所的に加熱され、この熱で溶接を行います。ファイバーレーザー溶接は溶接スピードが高速であるため、溶接工程の削減を実現できます。また、ファイバーレーザー溶接は融点の異なる異種金属の溶接など、溶接加工が難しい材料の加工を行えるため、幅広い用途に使用できます。
ファイバーレーザー溶接に関する詳しい情報は、以下のリンクよりご覧くださいませ。
【無料】技術ハンドブックプレゼント
筐体設計・製造.COMでは、設計者・開発技術者様向けに、筐体板金加工に関する技術をまとめた、『技術ハンドブック』を発行しています。技術ハンドブックには、設計・開発段階からのコストダウンや品質向上を実現するための具体的なVA・VE提案を実際の事例に沿った形でイラスト付きで解説をしています。