0270-23-2111
0270-23-2111 0270-23-2113
0270-23-2113
目次

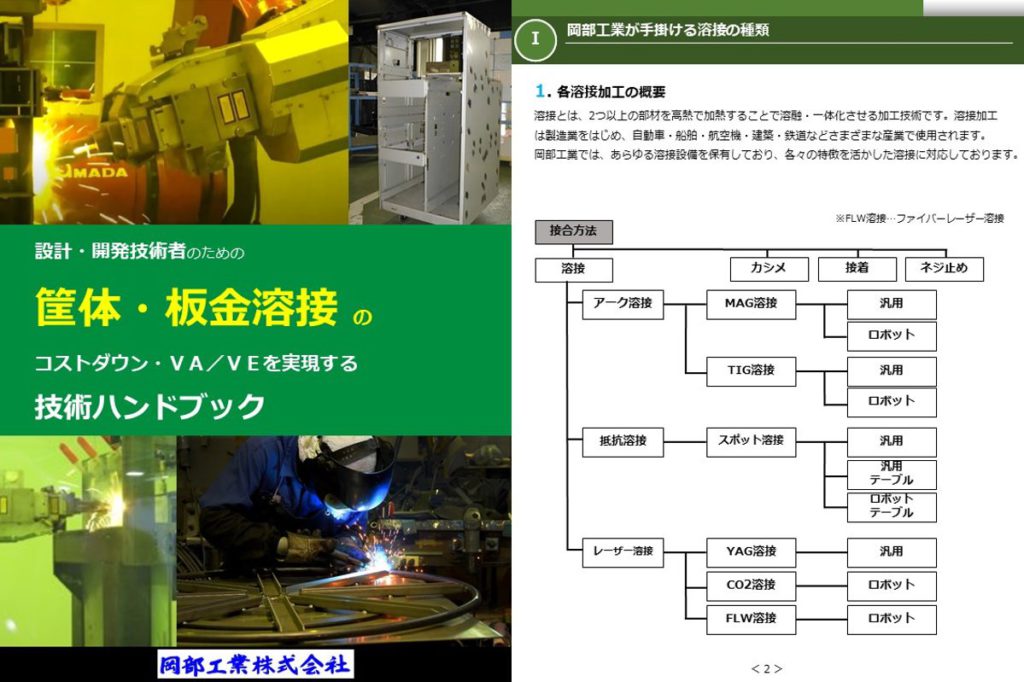
MAG溶接とは?
MAG溶接は、筐体の小部品同士の溶接や筐体本体の溶接など、ほぼすべての部位に使用される、半溶接の高い溶接方法であり、シールドアーク溶接の一種です。
MAGとはMetal Active Gas Weldingの略です。
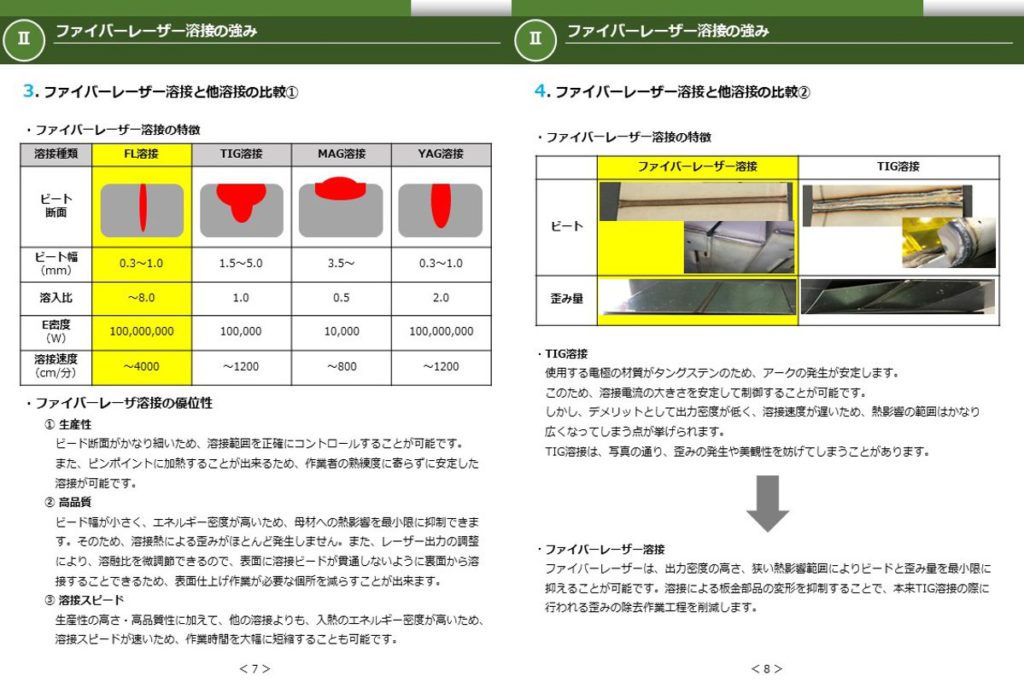
MAG溶接の特徴とは?他の溶接方法との違いまとめ
MAG溶接に使われているシールドガスとしては、不活性ガスと活性ガスである炭酸ガスを混合したガスが用いられます。また、シールドガスに炭酸ガスのみを使用する場合はCO2溶接になります。電極は消耗する溶接ワイヤーでローラーによって自動供給されます。溶接棒は自動で供給されますが、溶接トーチは作業者が手動で動かすため、半自動溶接とも呼ばれています。
アーク溶接は、ワークに熱を加えるためのアークを発生させる電極と、溶接部を外気から保護するシールドガス、溶融金属となる溶加材の3要素があります。それぞれの要素によって下表のように呼ばれています。
| 溶接の種類 | 電極 | シールドガス | 溶加材 |
| MIG溶接 | 消耗する溶接ワイヤー | 不活性ガス(アルゴンなど) | 溶接ワイヤー(自動供給) |
| MAG溶接 | 消耗する溶接ワイヤー | 混合ガス(不活性ガス+炭酸ガス) | 溶接ワイヤー(自動供給) |
| CO2溶接 | 消耗する溶接ワイヤー | 炭酸ガス | 溶接ワイヤー(自動供給) |
| TIG溶接 | 消耗しないタングステン棒 | 不活性ガス(アルゴンなど) | 溶接棒(手動) |
MAG溶接のメリット
MAG溶接のメリットには「深い溶け込み」が得られる点が挙げられます。
溶接棒が自動供給されるため作業性がよく、シールドガス中の炭酸ガスが化学反応するためにアークが細く集中するため深い溶け込みが得られます。
また、CO2溶接と比較して、スパッタが少なくなる傾向があります。
加えて、シールドガス中の炭酸ガスが化学反応するために、アルミニウムなどの非鉄金属の溶接はできません。
主に非鉄金属はTIG溶接にて溶接しています。
筐体設計・製造.comのMAG溶接事例
ここでは、当サイト「筐体設計・製造.com」が実際に溶接を行った事例をご紹介いたします。
屋外仕様キャビネット

この精密板金製のキャビネットは屋外仕様の筐体で、防塵・防滴の規格であるIP規格に則ったものです。
中には放熱用のファンが取りついており、外から水滴が侵入しないようにドアの内部にはパッキンを設けています。
また、屋外仕様のキャビネットということもあり、紛体塗装にて仕上げを行って耐食性も高めています。
ケーブル中継器用の大型筐体

この大型製缶板金品は、通信業界において使用されるケーブル中継器用の大型筐体です。
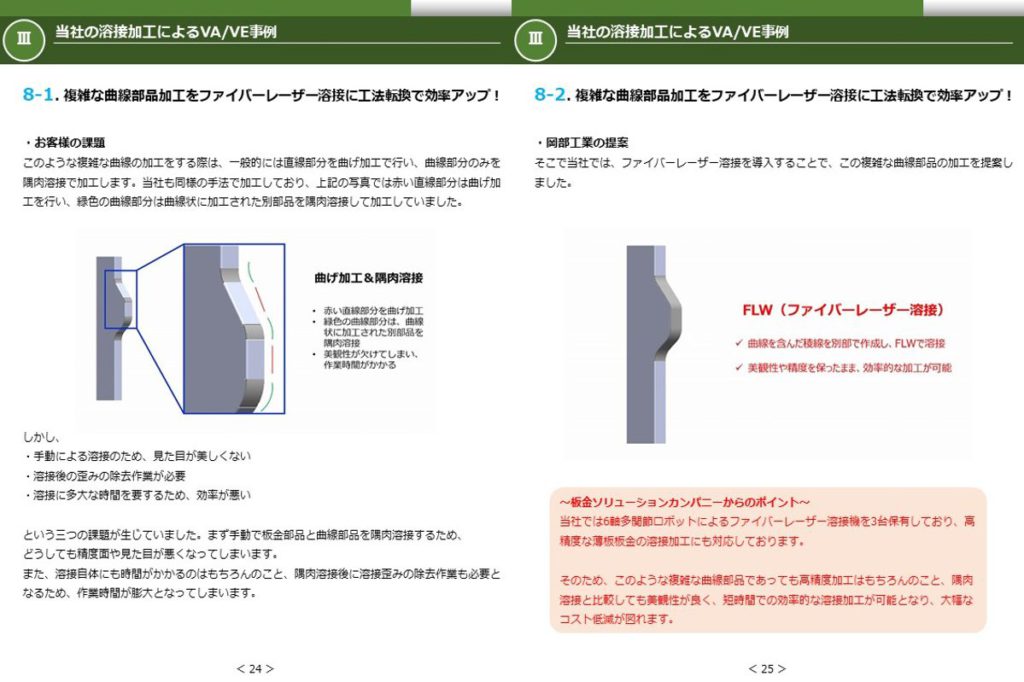
全面の扉は熱を逃がすためにレーザーにてブランク加工を行っていますが、切り落とす部材の間隔が狭く、かつ、薄板加工となるため、歪みが発生しがちです。
レーザー加工も溶接加工も、都度、冷やしながら歪みを抑え作業を行うことで、板金組み立て後に精度の高い大型筐体を作ることができます。
MAG溶接やファイバーレーザー溶接は筐体設計・製造.comにおまかせください!
なお、筐体設計・製造.comでは、上記の溶接にはすべて対応しており、実際の筐体板金においては上記以外にもファイバーレーザー溶接も行っております。
ファイバーレーザー溶接とは、光ファイバーを用いてレーザー発振を行い、そのレーザー光線を光ファイバーで伝送してワークにレーザー光を照射します。レーザー光が照射されたワークは局所的に加熱され、この熱で溶接を行います。ファイバーレーザー溶接は溶接スピードが高速であるため、溶接工程の削減を実現できます。また、ファイバーレーザー溶接は融点の異なる異種金属の溶接など、溶接加工が難しい材料の加工を行えるため、幅広い用途に使用できます。
ファイバーレーザー溶接に関する詳しい情報は、以下のリンクよりご覧くださいませ。
板金や筐体の溶接でお困りの方は、まずは筐体設計・製造.comまでご相談ください。
【無料】技術ハンドブックプレゼント
筐体設計・製造.COMでは、設計者・開発技術者様向けに、筐体板金加工に関する技術をまとめた、『技術ハンドブック』を発行しています。技術ハンドブックには、設計・開発段階からのコストダウンや品質向上を実現するための具体的なVA・VE提案を実際の事例に沿った形でイラスト付きで解説をしています。