 0270-23-2111
0270-23-2111 0270-23-2113
0270-23-2113
製品情報

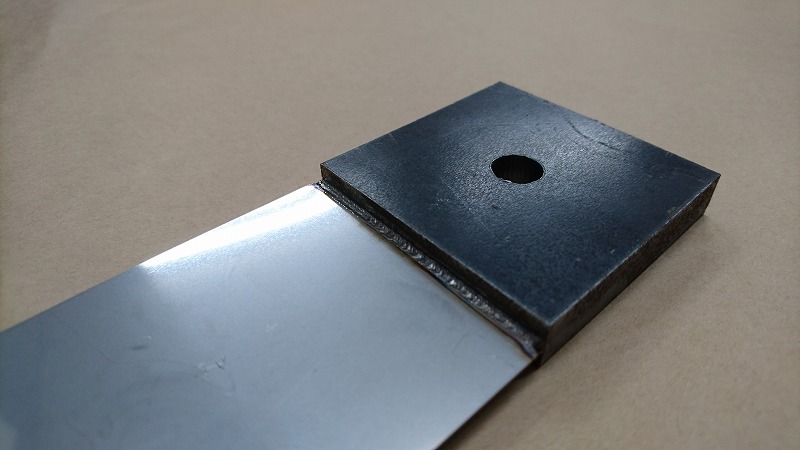
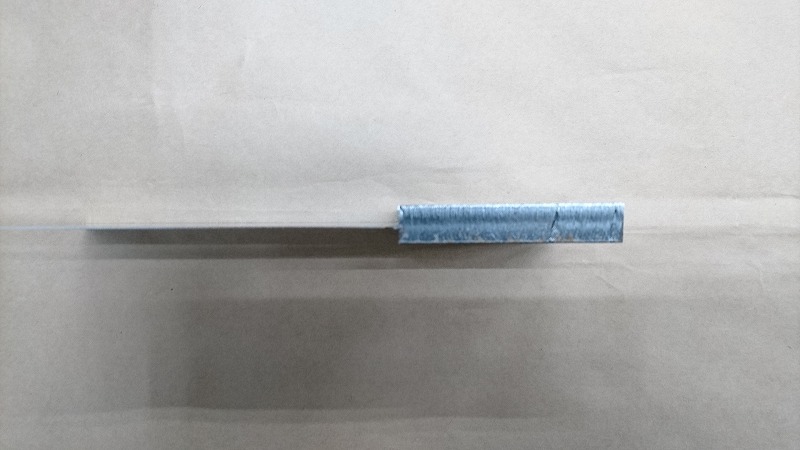
こちらは、ファイバーレーザー溶接ロボットによって異なる厚さの板金を隅肉溶接した事例です。厚板がt9.0 、薄板がt0.5と、板厚はおよそ18倍異なります。
従来のアーク溶接で板金同士を溶接する際は、溶接電流を板厚に合わせて溶接を行っております。しかしこのような板厚が大きく異なる場合は、厚板が溶け込む溶接電流に設定をすると薄板が溶け落ちてしまい、逆に薄板に合わせた溶接電流では厚板が溶け込まないため、板金同士が接合されません。そのため、板厚が大きく異なる部材同士の溶接は非常に難度が高くなっています。
一方ファイバーレーザー溶接ではエネルギー密度が高いため、厚板に対する溶け込み量が深くなります。またファイバーレーザー溶接の場合は溶接ビード幅が狭くなるため、余分な熱が加わらなくなり、0.5mmといった薄い板厚でも溶け落ちる事無く溶接する事が出来ます。このように、厚板にも薄板にもファイバーレーザーの長所を適応することができるため、板厚が大きく異なる部材同士でも溶接接合することが可能となります。
「異なる部材同士を強固に溶接したい、けどどうしたらいいかわからない…」という方は、お気軽に筐体設計・製造.comまでお問い合わせください。


























")














{kind=link}
{kind=link}
{kind=link}