 0270-23-2111
0270-23-2111 0270-23-2113
0270-23-2113
今回のテクニカルニュースの概要
精密板金加工において、溶接工程の能率向上とコストダウンを推し進めるためには、いかに職人の手作業を減らし、機械による自動化へ集約できるかがポイントとなります。当社では以前からファイバーレーザー溶接ロボット(FLW)を導入しており、数多くの量産案件を通じて豊富な加工ノウハウを蓄積してまいりました。
今回ご紹介するのは、設計変更提案により、ファイバーレーザー溶接ロボット(FLW)で溶接困難だった形状の製品を溶接可能とした課題解決事例です。
設計段階でフレア継手の箇所に切り欠きを入れることで端面を外側に突出させ、「隅肉溶接(突き当て溶接)」へと変更する設計提案を行いました。これにより、蓄積されたノウハウをフルに活かしたファイバーレーザー溶接ロボット(FLW)による自動化を達成し、圧倒的な工数削減を実現いたしました。
フレア継手とは?
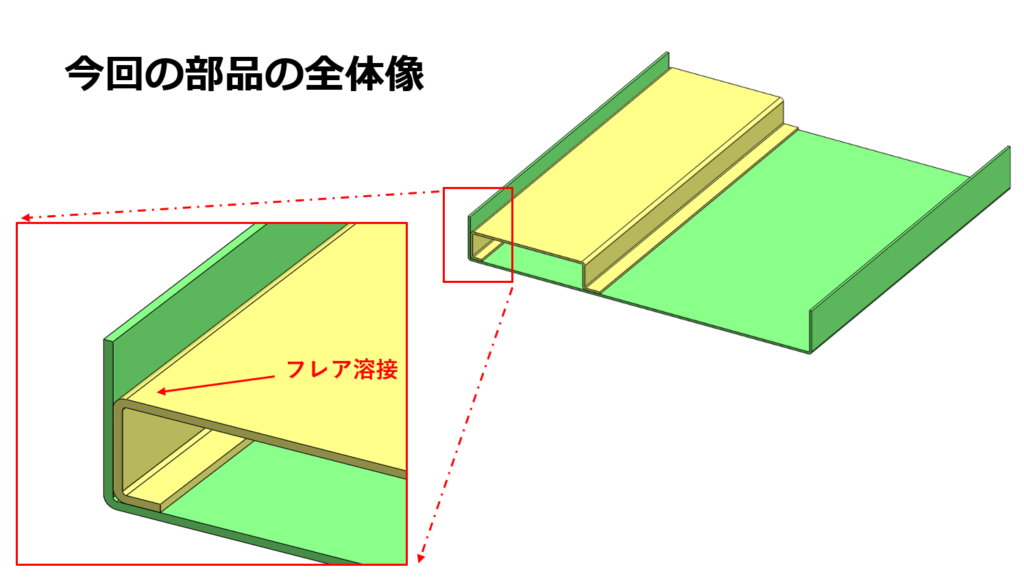
フレア継手とは、溶接継手の名称で、円弧と円弧(例えば板曲げしたR部同士、鉄筋同士など)、または円弧と直線とでできた開先形状のことを指します。一般的に、この継手部に行う溶接を現場では一般的に「フレア溶接」と呼ぶことも多く、特に建設業界では鉄筋同士の接合において広く用いられています。
製造業の板金加工においても、このフレア継手は非常に一般的な構造です。例えば、工作機械や半導体製造装置の筐体・フレーム製作において、L字にR曲げを施した板金部品の「R部」と、相手方となる「平らな板(平板)」を接合する際に用いられます。
そして、このフレア継手の溶接をファイバーレーザー溶接は苦手としており、従来は職人の手作業によるアーク溶接やTIG溶接で、隙間を溶融金属で埋めながら接合するのが一般的でした。
課題:フレア溶接がファイバーレーザー溶接ロボット(FLW)だと安定しない
ファイバーレーザー溶接がフレア継手を苦手とする理由
今回の事例の製品では、板金部品に対して、R形状を持つ補強部品を溶接します。この補強部品の溶接のために、フレア継手を溶接する必要がありました。
ファイバーレーザー溶接は、ビーム径が細く局部的にレーザ光を照射します。このため、「部品と部品が接地している箇所」を狙って、接地するようにレーザーを照射する必要があります。しかし、フレア継手特有のV字型の開先形状では、狙い位置(最奥の接地部)に到達する前に、手前側にある曲げRの膨らみにレーザービームの周辺部が先に当たってしまう場合があり、品質が安定しません。
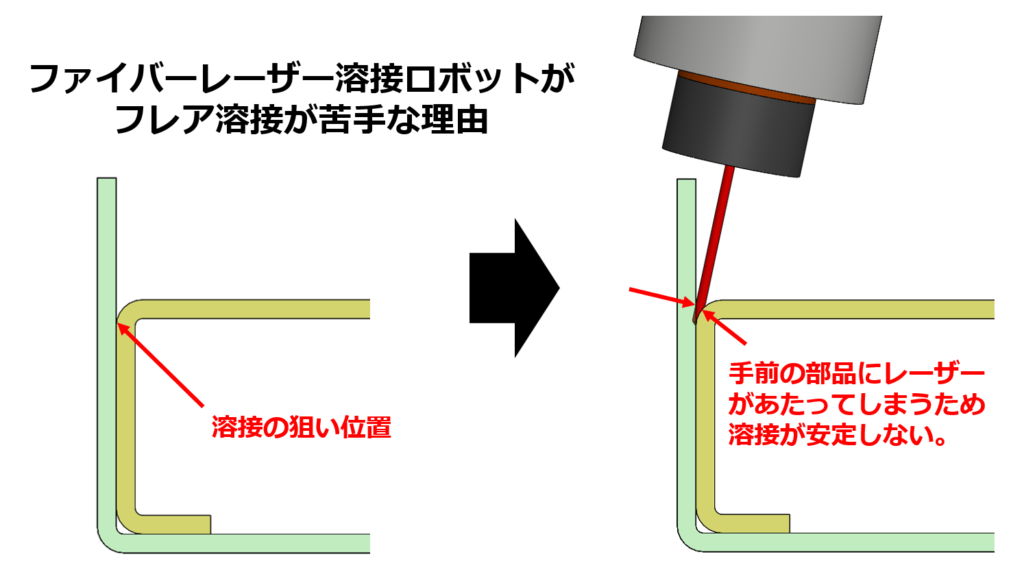
この「物理的な干渉」により、本来エネルギーを集中させたい接合部(ルート部)に安定して十分な熱量が届きません。結果として、手前側の斜面が過剰に溶けてしまったり、肝心の接合部が溶込み不足になったりするなど、ロボットによる自動溶接の品質が著しく不安定になるという致命的な課題を抱えていました。
筐体設計・製造.COMの対策:「切り欠き追加」の形状変更提案により、フレア溶接を隅肉溶接へ変更し、FLWでの溶接を可能に!
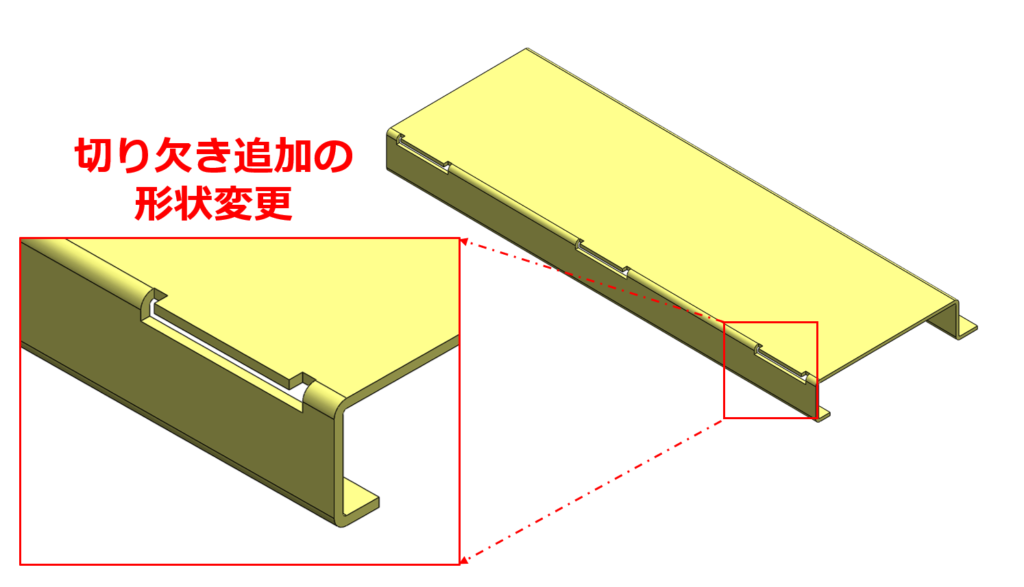
そこで当社では、フレア継手を生んでしまう、補強部品のR部への「切り欠き追加」という形状変更提案を行い、FLWでの溶接を可能としました。
下図のように、部分的に切り欠きを設けた状態でR曲げを行うことで、端面が外側に突き出た形状になります。
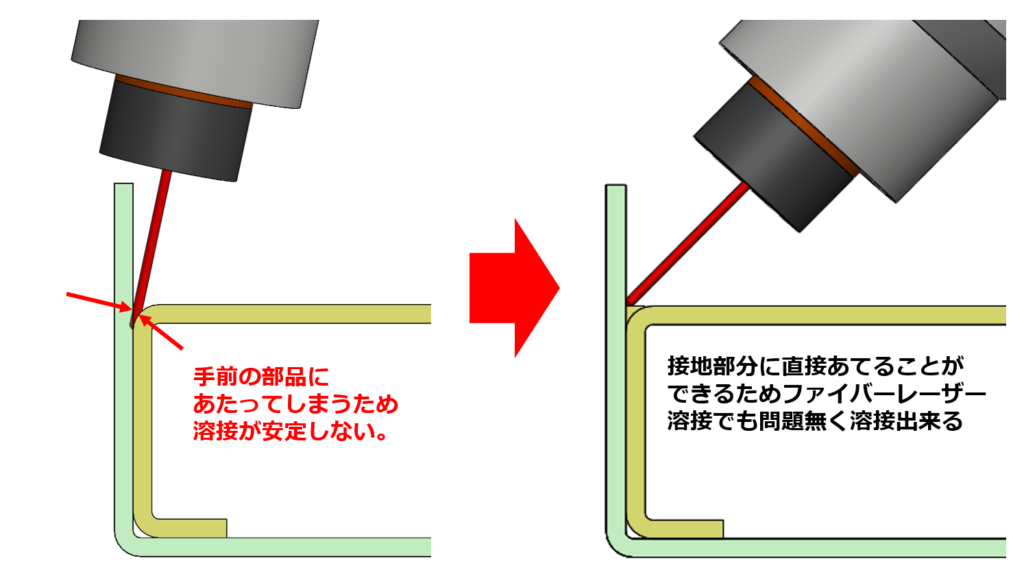
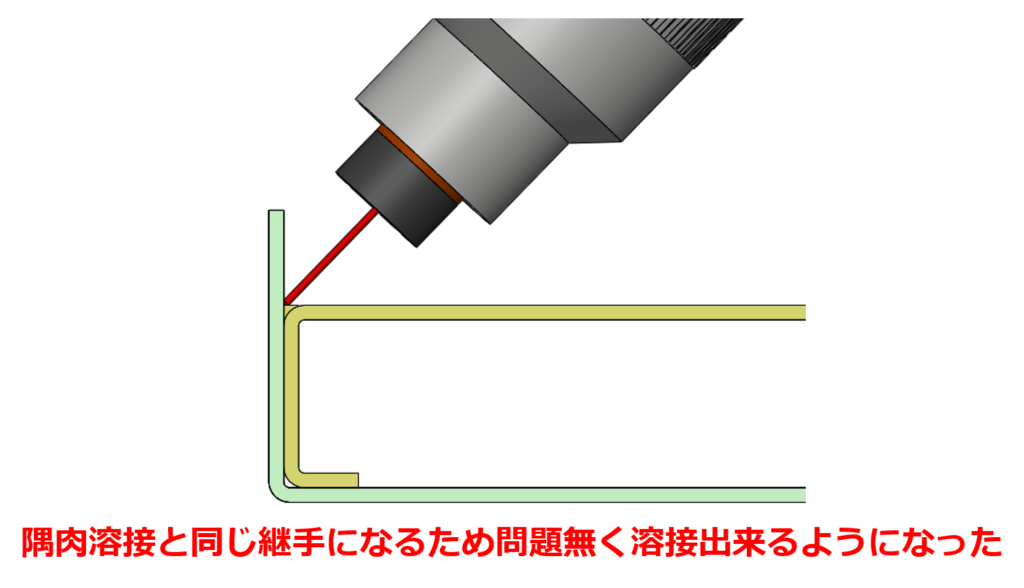
この結果、下図のように、補強部品の突き出した部分を相手部品に突き当てることで、角への直角のL字の継手となります。L継手(直角)の溶接は、隅肉溶接と呼ばれますが、隅肉溶接であれば、ファイバーレーザー溶接ロボットによる溶接が可能となり、自動化が実現できます。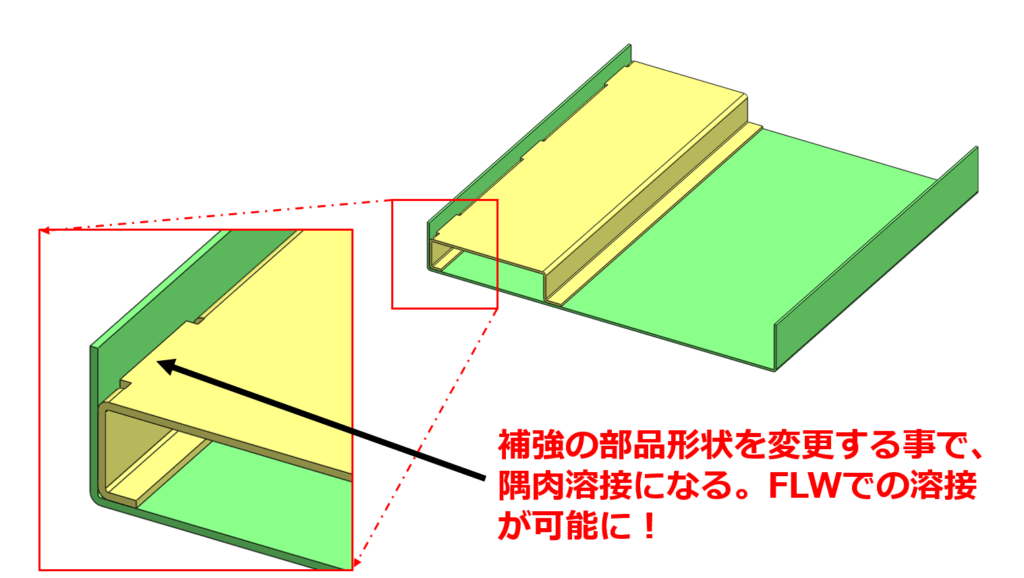
下図のように、手前の部品にファイバーレーザー溶接ロボットの先が干渉せず、安定した溶接をすることが可能です。
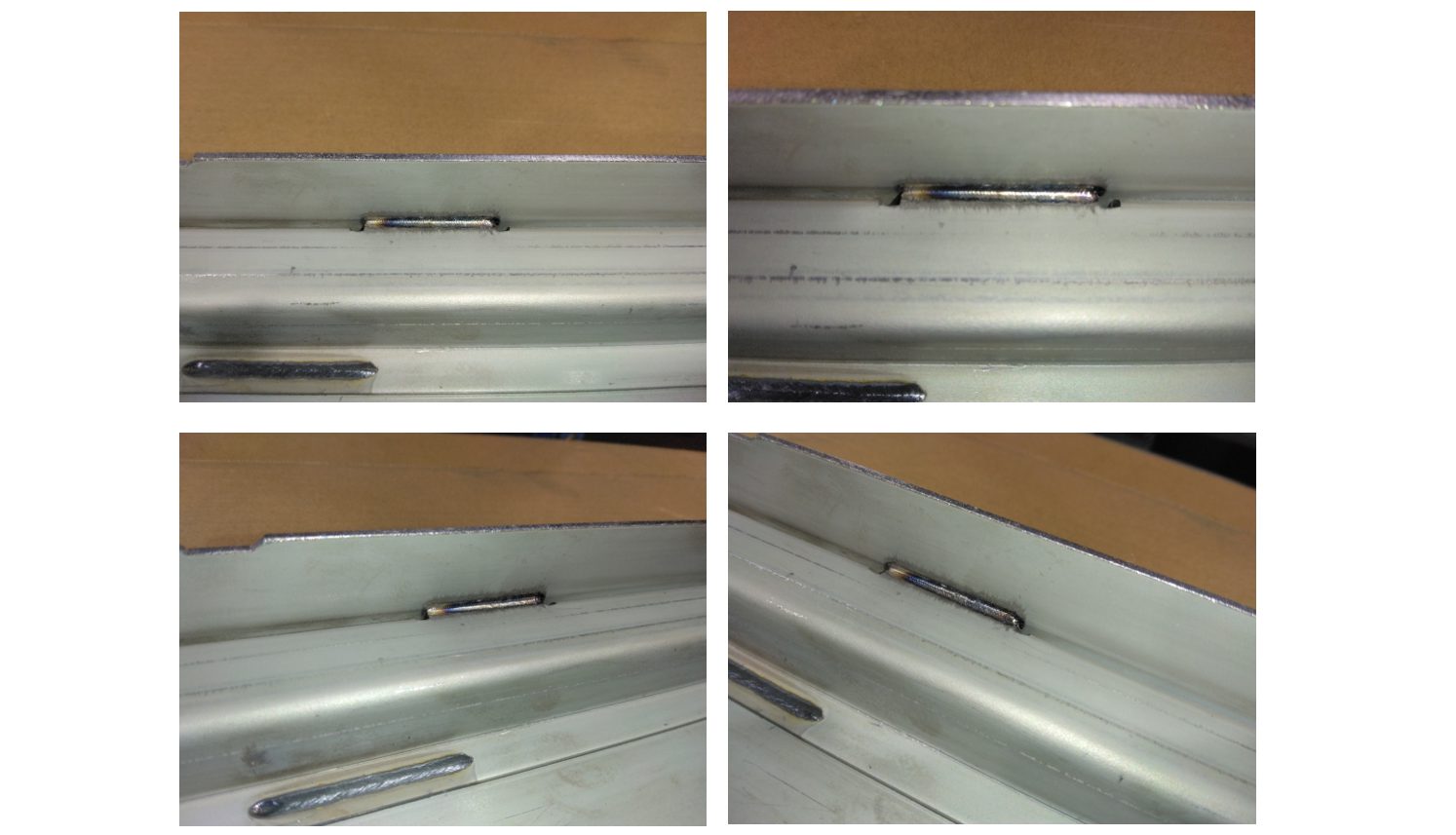
実際の画像でファイバーレーザー溶接ロボットに溶接の仕上がりをご覧ください!
今回の工法転換により、お客様には以下のメリットを提供いたします。
-
劇的なコスト削減
本来であれば作業者がつきっきりで行っていた手作業の溶接から、抜き工程でのタレットパンチプレスによる切り欠きとファイバーレーザー溶接ロボットによる高速な自動化へシフトしたことで、工数を大幅に削減しました。 -
品質の標準化
熟練度に左右されていた品質が、ロボットによる溶接で一定となり、量産時において常に一定の品質を担保することができました。
岡部工業では、最先端設備の使用を前提としたVA/VE提案を得意としております。「量産コストを下げたい」「納期を短縮したい」といった課題をお持ちの方は、ぜひ仕様検討段階から当社へご相談ください。
アマダ様に日本一FLWを使いこなしているとお墨付きをもらっています!
岡部工業は、ファイバーレーザー溶接ロボット(FLW)の導入初期から数多くの試作・量産を手がけてまいりました。当社の技術力と加工ノウハウは、工作機械メーカーであるアマダ様からも「日本一FLWを使いこなしている」と高い評価と信頼をいただいております。
この他のファイバーレーザー溶接ロボット(FLW)による改題解決提案事例を紹介いたします。合わせてごらんください!
【アルミの隅肉溶接をフィラー付きファイバーレーザー溶接で実現!】テクニカルニュース vol.64
【ファイバーレーザー溶接への工法転換&筐体設計の変更提案で、生産数を大幅増加!】テクニカルニュース vol.39
【複雑な曲線部品の加工は、ファイバーレーザー溶接に工法転換することで効率アップ!】テクニカルニュース vol.30
【TIG溶接からファイバーレーザー溶接に工法転換することで、歪みレス溶接を実現!】テクニカルニュース vol.27
【複雑な内部構造でも、ファイバーレーザーによる外からのT継手溶接で解決!】テクニカルニュース vol.25
【ファイバーレーザーによるスポット溶接と隅肉溶接で生産性向上!】テクニカルニュース vol.23
設備スペックを最大限に引き出す設計提案(VA/VE)を通じて、貴社の課題解決を強力にサポートいたします。
お気軽にご相談ください!













