 0270-23-2111
0270-23-2111 0270-23-2113
0270-23-2113
今回ご紹介するVE事例は、実際にお客様から筐体設計・製造.comにお問い合わせがあった内容です。
「もともと板金部品をTIG溶接で全周溶接をして気密保持を試みていました。しかし、溶接距離が長くなってしまうために熱が加わりすぎて、部品が歪んでしまって困っています。溶接による歪みを除去するのがつらいので、何か方法はありませんか?」
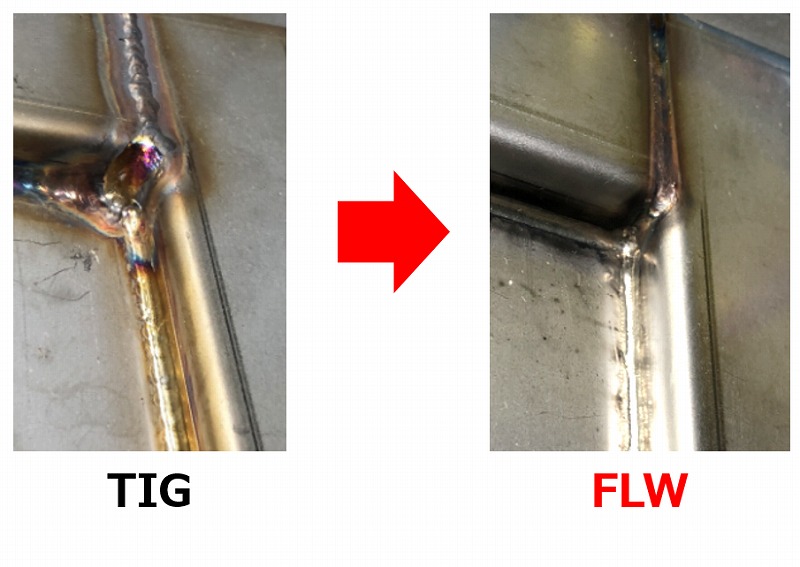
そのため当社では、TIG溶接に代わってファイバーレーザー溶接(Fiber Laser Welding:FLW)を採用することで、歪みレスでの全周溶接に対応いたしました。
************************************************
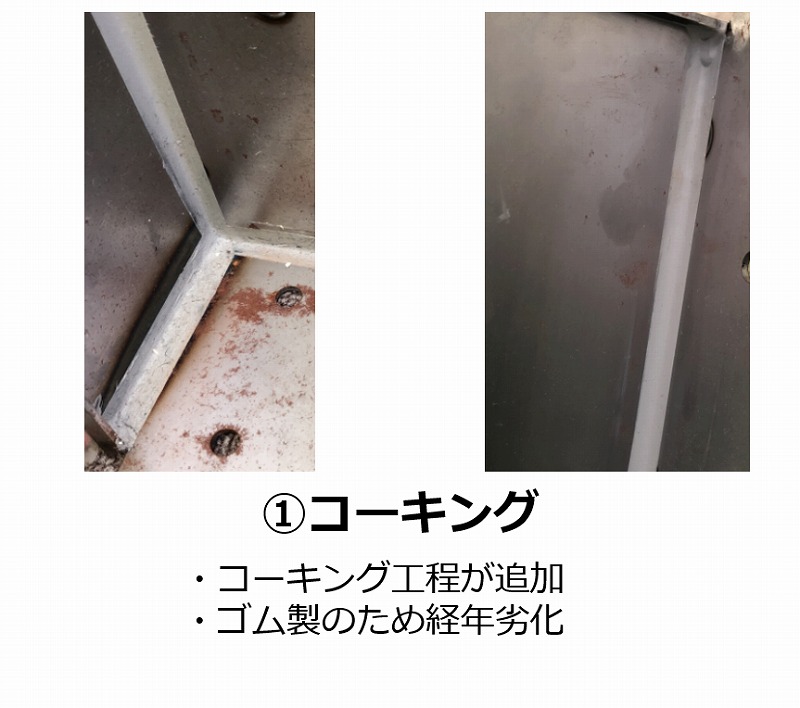
一般的には、筐体に防水性や気密性の要求がある場合、板金筐体を溶接した後に、コーキングを使用して溶接ビードの隙間を塞いでいました。コーキングを使用する場合のメリットとしては、スポット溶接による部分的な溶接をするだけで済むことがあげられます。
しかし、コーキングには大きな欠点が2つあります。
- 溶接後にコーキングの工程が増える
- コーキングはゴム製のため、経過年数に従って劣化する。そのため、定期的なメンテナンスが必要となる
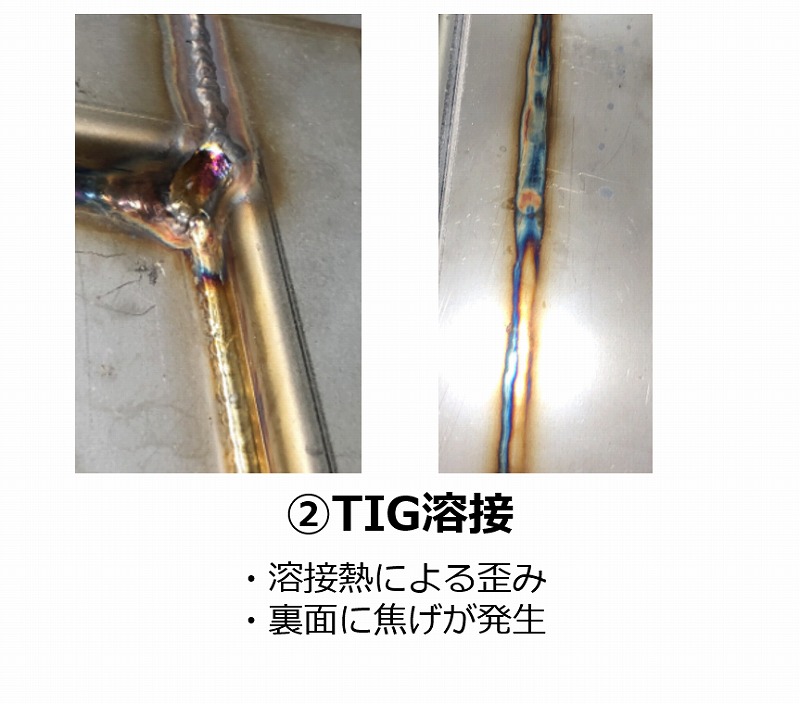
このため、コーキングの代わりになる手法としては、板金筐体に対してTIG溶接による溶接肉で塞ぐ方法があげられます。溶接肉によって塞ぐことで、溶接のみの工程で済み、また経年劣化の心配もなくなります。
しかし、TIG溶接で加工すると、溶接熱による熱変形が激しくなってしまうため、歪みが発生してしまいます。この歪みの除去作業は非常に困難であり、歪みの除去作業工程も発生してしまいます。さらに、TIG溶接を行った後の裏面には写真のように焦げが発生してしまいます。そのため、TIG溶接後は外観を綺麗にするために、仕上げ加工が必要になる場合があります。
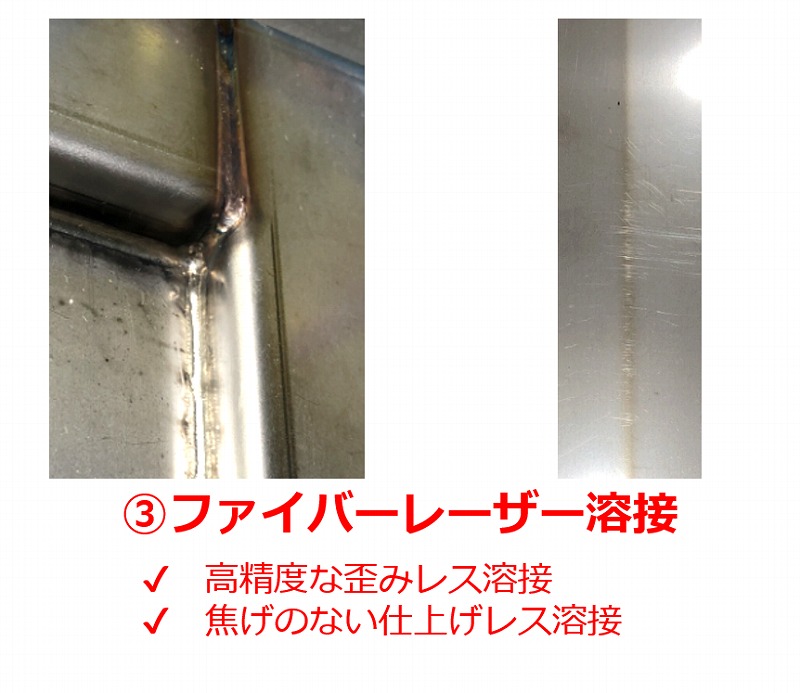
そこで筐体 設計・製造.COMでは、この板金筐体部品をファイバーレーザーで溶接することを提案いたしました。
ファイバーレーザー溶接では、高いエネルギー密度で局所的にレーザー光を照射することができるため、熱影響が少ない溶接が可能となります。このため、TIG溶接では製作が困難な、歪みレスの板金筐体を仕上げレスで製作できます。また、溶接部分は母材金属が溶融して一体化しているため、母材と同等の耐久性を持ち、十分な強度を保つことができます。さらに、ファイバーレーザー溶接の場合は写真のように裏面にも焦げは発生しないため、仕上げレスで効率の良い筐体製作が可能になります。
************************************************
このように、筐体設計・製造.comを運営する岡部工業では、お客様への日々のVE提案に加え、生産性の高い機器を積極的に活用することで、お客様のご要望に柔軟に応えて参ります。筐体の設計・製造、あるいは筐体の板金部品加工など、お困りのことがありましたら当社にお声掛け下さい。
>>製品事例はこちら
>>技術ハンドブックはこちら












