0270-23-2111
0270-23-2111 0270-23-2113
0270-23-2113
Before

薄板の大型製缶板金品に溶接を行う際、板材と板材を直角に重ね合わせて溶接する場合があります。このとき板金同士が重なっている部分は板金部品自体で隠れてしまい、実際の溶接位置が把握しづらく、薄板溶接が困難になってしまいます。そのため、位置づれが多く発生してしまい、溶接のやり直しや、破棄となる板金部品も増えてしまいます。また、溶接個所の位置づれが発生していないかどうかを確認するための確認も必要となってしまいます。
V
After

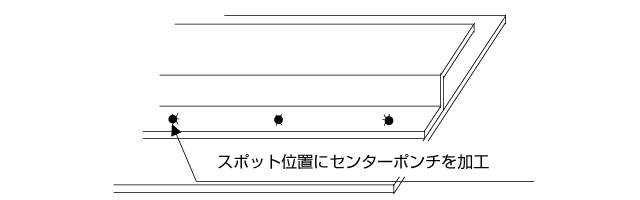
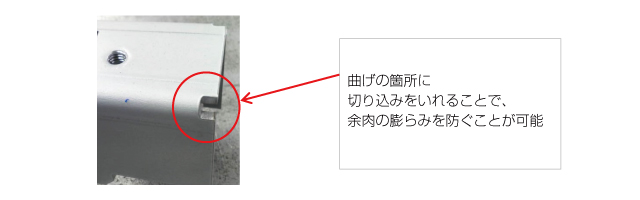
大型製缶板金品の溶接を行う際、板材と板材を直角に重ねて溶接する場合は、板金同士が重なっている部分に、あらかじめ溶接位置にタレパンで切り込みをいれることで、溶接位置を明確にすることができます。これにより、溶接の作業効率が向上するだけでなく、タレパンでつくった切込みによってつくられる隙間を溶接のワイヤーが埋めようとして溶け込み量が増加するため、溶接の強度が強くなります。これにより、コストダウンと品質向上を実現することができます。
POINT
大型製缶板金には、部品同士を溶接にて接合させる作業が多くあります。溶接位置に切り込みをいれておくことで、溶接の位置づれがなくなるだけでなく、溶接後の強度を出すことができます。特に、薄板の大型製缶板金品は強度出しが要求されることも多いので、このような対策が有効です。