0270-23-2111
0270-23-2111 0270-23-2113
0270-23-2113
Before

大型製缶板金品でCO2溶接などで溶接加工を行った場合、溶接の熱で材料が溶けて膨張してしまいます。そして膨張の後に材料が冷えて固まってしまうため、溶接を施した部分から歪みが生じてしまいます。このとき、歪み取り作業のための後処理工程が発生してしまうため、作業時間が増加してしまいます。特に、薄板の製缶板金品は歪みが発生しやすいので注意が必要です。
V
After

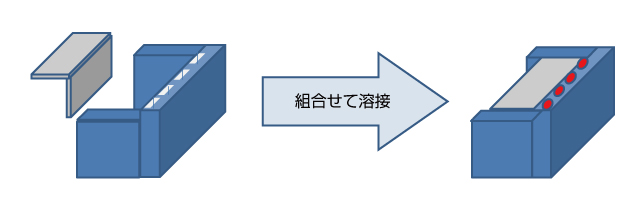
溶接加工を行う場合、溶接後に歪みの発生する量をあらかじめ予想しておき、溶接作業の前に逆歪みの状態に変形させておくことで歪み取り作業を省略することができます。これによって作業時間を大幅に削減させることができ、コストダウンを実現できます。部品点数の多い大型製缶板金品は、歪みがあるとその歪みが累積し組み立てが難しくなります。歪みの回避は作業工数の削減だけでなく、品質向上にもつなげることができます。
POINT
製缶板金品には溶接による組み立てが要求されることが多くあります。特に、薄板の溶接は歪みが発生しやすく、大型の製缶板金品の内、部品点数が多い場合には少しの歪みも累積し、組み立ての際に干渉が発生することもあるので、歪みを最小限に抑えることが必須となります。