0270-23-2111
0270-23-2111 0270-23-2113
0270-23-2113
今回のテクニカルニュースの概要
今回ご紹介する事例は、圧入部品(圧入スタッド)の設置個所が、曲げ部分に近いために加工困難だった製品について、特注の圧入機導入や図面変更することなく、曲げ工程での工夫によって加工を実現した課題解決提案事例です。
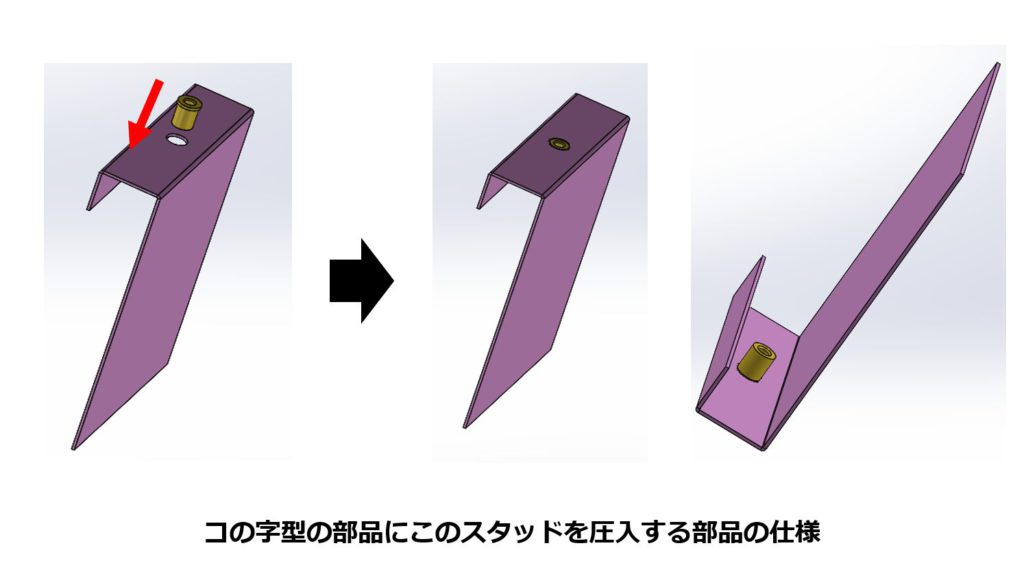
本事例では、コの字型の部品にスタッドを圧入する必要がございました。
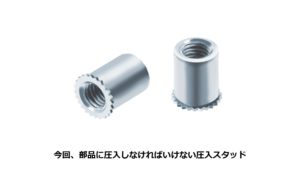
上記のような、スタッドを部品に圧入する必要がございました。
そして、完成後には、下記の画像のようにコの字の外側からスタッドを圧入し、内側にスタッドが必要となるような部品の仕様となっております。
この部品の製作方法は複数考えられますが、
今回の部品の設計上、部品の圧入箇所が曲げ部分に近いため、従来の加工方法のままでは、加工が困難でした。
そこで、筐体設計・製造. comでは、部品に曲げ逃げの穴を設けたうえで分割金型で曲げ加工を行いました。
この結果、設備導入や図面変更することなく、加工時の工夫のみで、加工困難な部品の製作ができました。
課題:部品の圧入箇所が曲げ部分に近いため製作が困難
本事例の加工方法として、2通りのパターンが考えられますが、これらの方法では、加工を行うことが困難であり、設備の導入や、設計の変更をお客様にお願いすることも検討しておりました。この2つの加工方法について解説します。
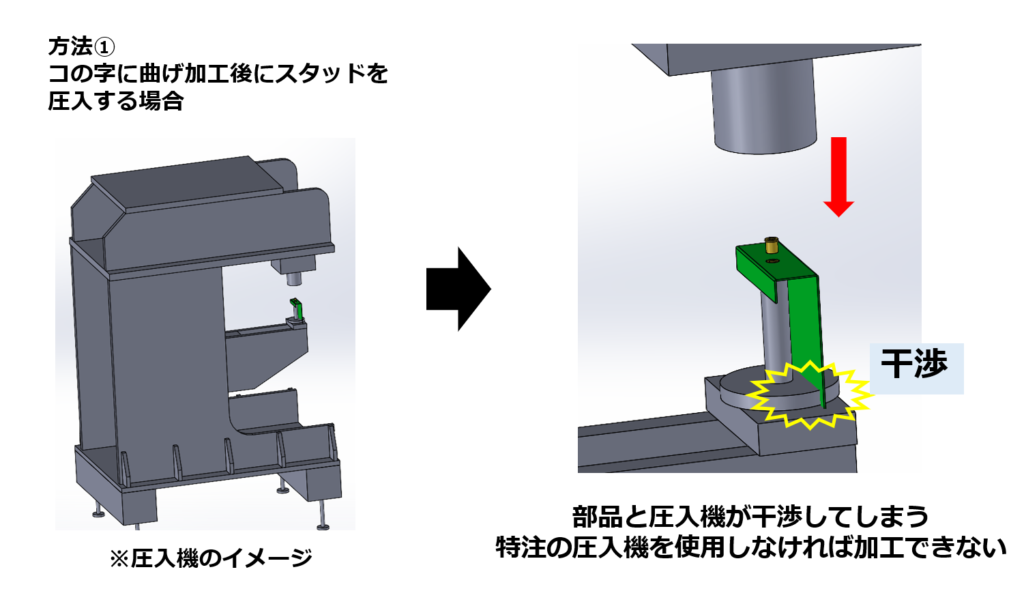
①コの字に曲げ加工後に、スタッドを圧入する方法
この加工方法(加工順序)では、部品をコの字に曲げ加工を行った後に、スタッドを圧入します。
しかし、今回の部品の設計上、部品と弊社保有の圧入機が干渉してしまうため、加工が困難となっておりました。この加工方法で製作するために特注の圧入機を導入する手段もございますが、導入コストが大きくかかってしまいます。
②曲げ加工前に圧入し、圧入後に曲げを行う場合
②では、曲げ加工前に、スタッドを圧入し、圧入後にコの字に曲げ加工を行います。
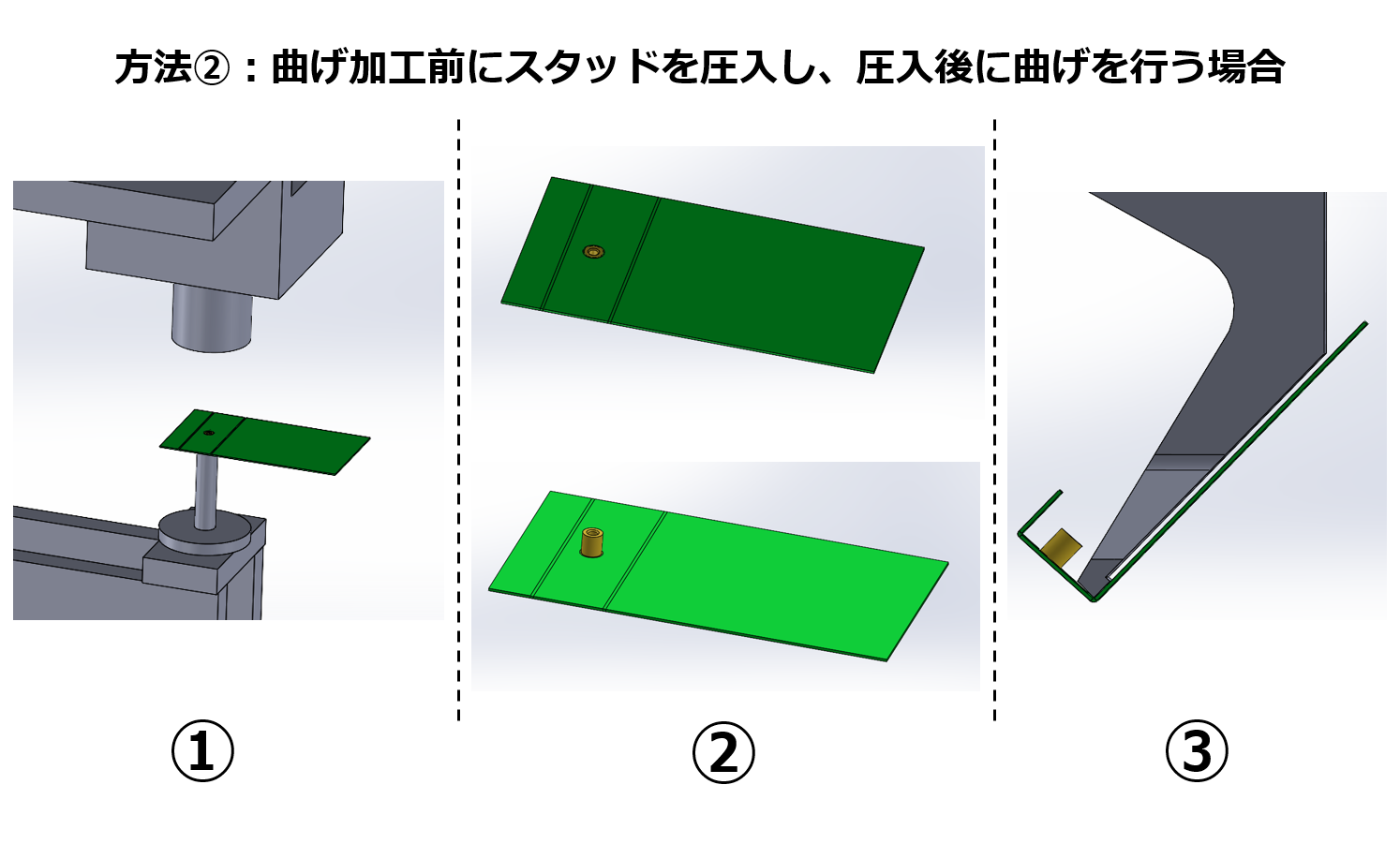
こちらの方法では、曲げ加工前の平板の状態で、スタッドを圧入するため、スタッドの圧入工程では、製作の問題はございません。
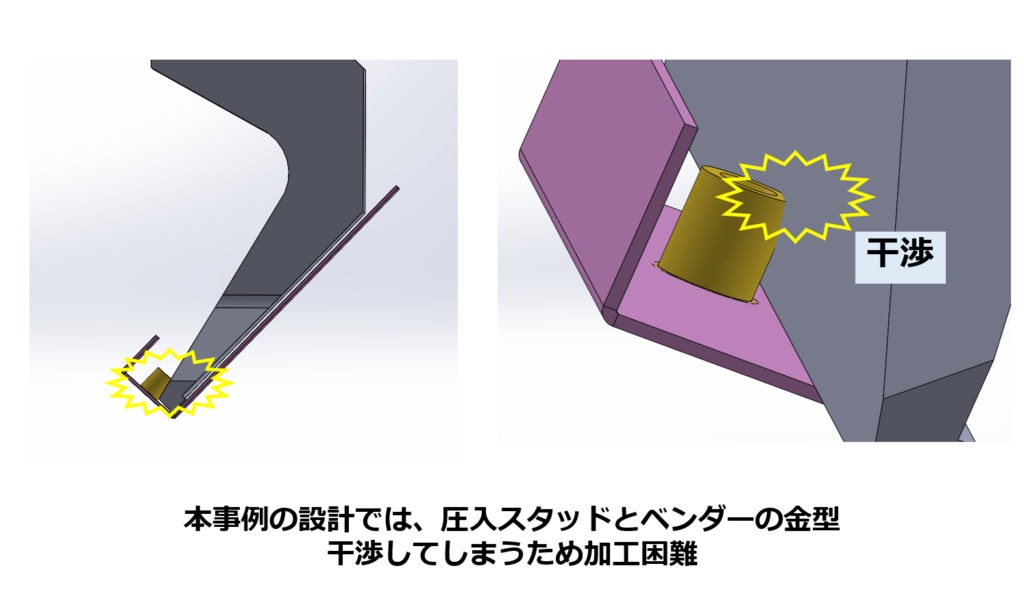
しかし、曲げの段階で、曲げ加工を行うベンダーの金型との干渉を考慮する必要がございます。上図③のように圧入部品と曲げの位置が離れており、圧入部品と金型が干渉しない場合は、問題なく製作できます。
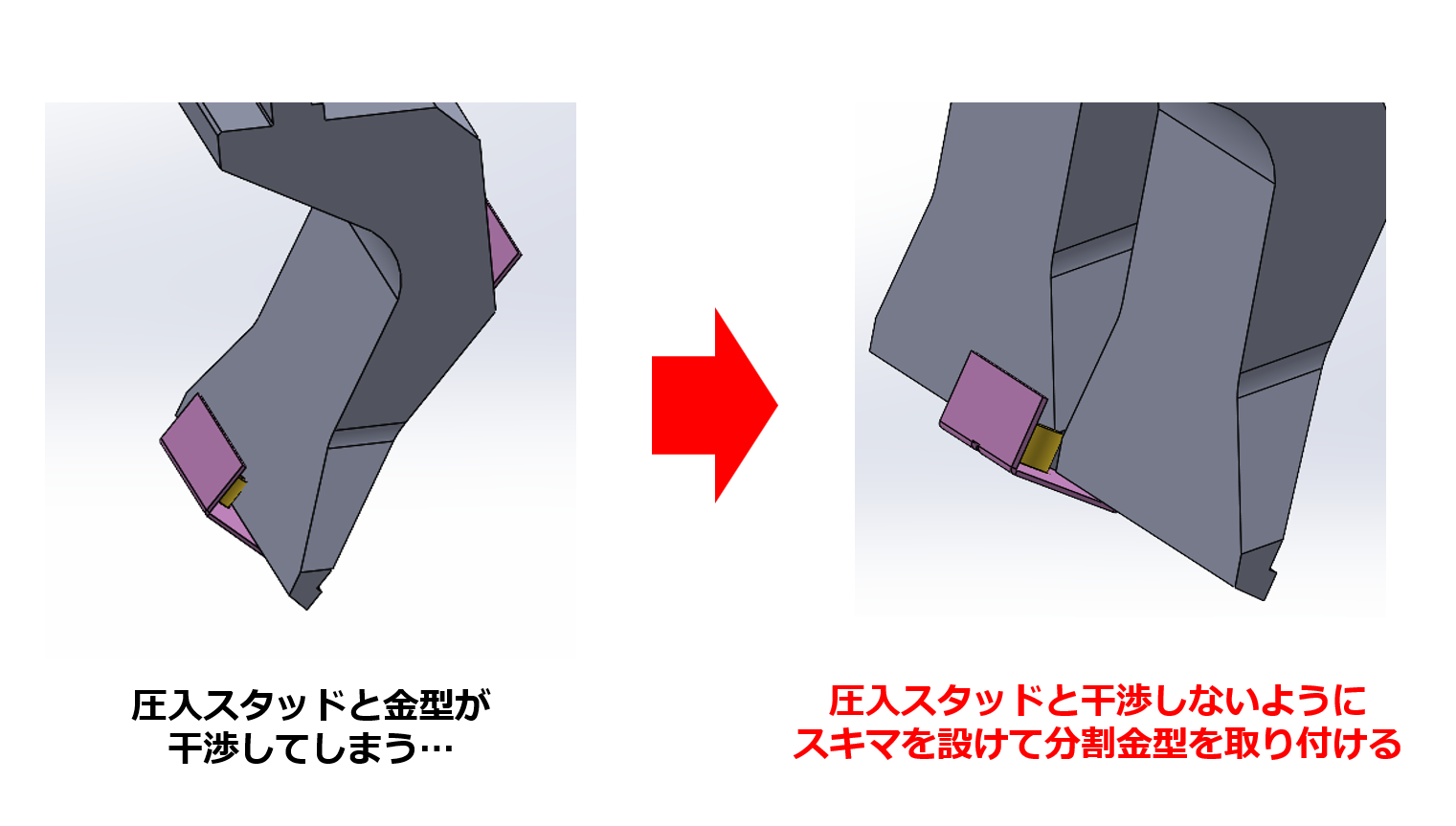
しかし、本事例では部品の圧入箇所が曲げ部分に近いため、圧入スタッドと金型が干渉してしまい、加工困難となっておりました。
このように、本事例では部品の圧入箇所が曲げ部分に近いために、設備導入や図面の変更などを当初は検討しておりました。
筐体設計・製造.COMの対策:曲げ逃げの穴を設け、分割金型を使うことで、圧入スタッドと金型の干渉を防ぎ加工可能に。
この加工困難という課題に対し、筐体設計・製造. comを運営する岡部工業は、曲げ加工前に圧入し、圧入後に曲げを行う際に、部品に曲げ逃げの穴を設けたうえで曲げ加工を行う工夫を行ったことで、設備導入・図面変更を行うことなく加工困難だった部品を製作することができました。
今回の技術提案事例のポイントは曲げ逃げ用の穴を部品に設け、分割型の曲げ金型を用いて圧入スタッドと金型の干渉を避けたことです。
前章で述べた、②曲げ加工前に圧入し、圧入後に曲げを行う加工方法に対して、この工夫を加えることで、一見、加工困難な部品を製作することができました。
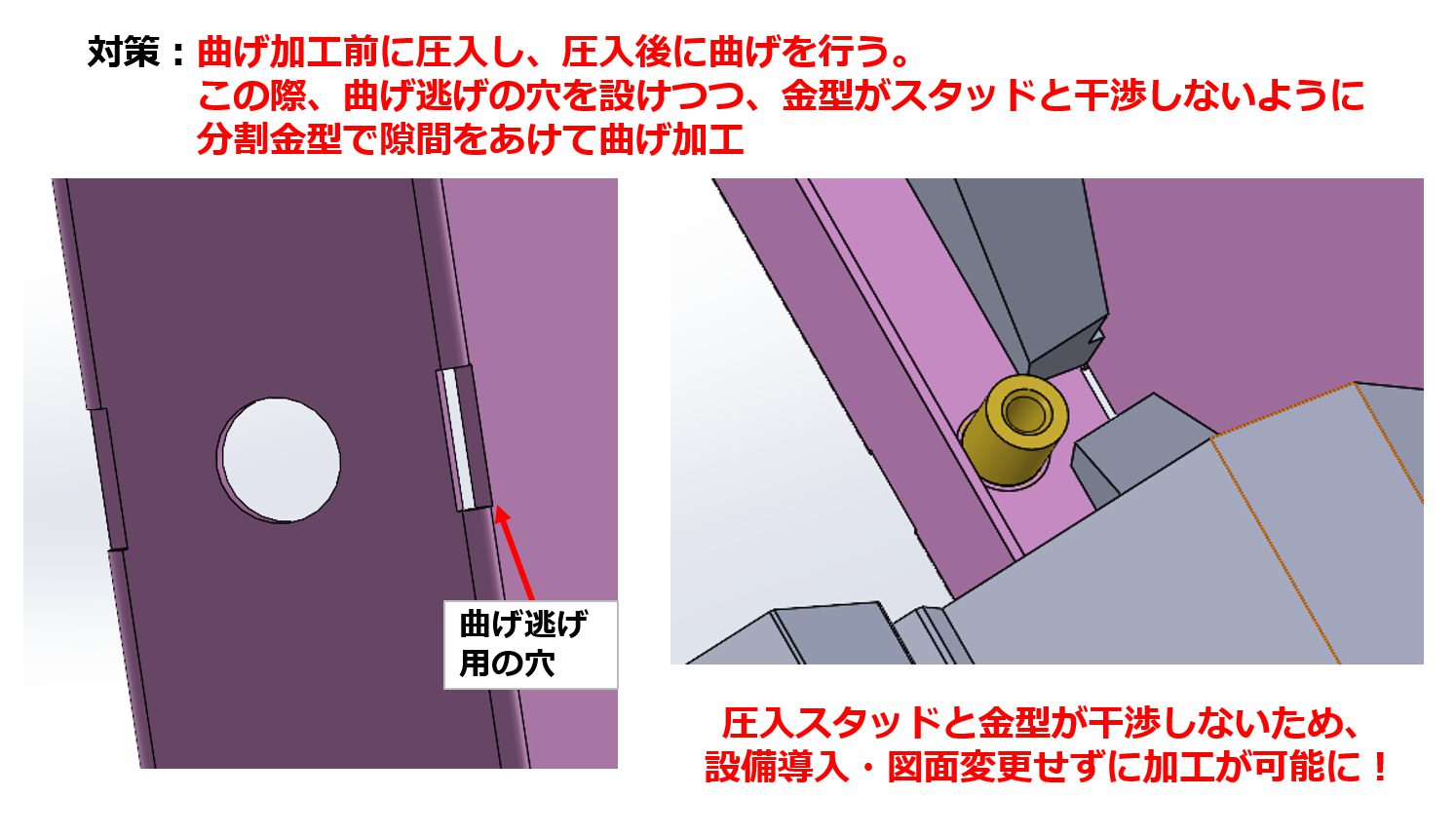
前工程として、板金(に)曲げ逃げ用の穴を追加して、分割型の金型を用いて曲げ逃げの部分を逃がして曲げ加工を行います。曲げ逃げの部分は金型が当たらなくても、部品の曲げ加工が可能になります。このため、圧入スタッドと金型が干渉しないように、隙間を設けて分割金型を設置することができます。曲げ逃げを設けずに分割金型で曲げを行うと、板金と金型が当たっていない箇所が加工不良となってしまいます。
このように、本事例では、曲げ逃げ用の穴の設置を設置し、分割金型の使用したことで、部品の圧入箇所が曲げ部分に近いため製作が困難という課題を解決いたしました。曲げ逃げの追加と曲げ工程で課題解決ができたため、特注の圧入機導入による大幅なコスト増加、図面変更という手戻りなく、部品製造をすることができました。
他社でお断りされた曲げ加工も一度、岡部工業にご相談ください!
当社は、精密板金筐体の設計から加工、検査まで一貫対応している筐体製作のプロフェッショナルです。そのため、今回の事例のような圧入部品が干渉してしまうようなコの字の曲げ加工はもちろん、深い箱曲げ等、曲げ加工だけでも他社にはない専門的なノウハウを保有しています。
下記に、コの字曲げや深い箱曲げの際の曲げ加工方法について解説した技術提案もご紹介させていただきますので、是非こちらも合わせてご覧ください。
>>【深い箱曲げは、延長パンチグリップで美観性向上+コストダウン!】テクニカルニュース vol.49
>>【高いサイドフランジ付きの箱曲げ加工は、延長パンチグリップを2段使用して箱曲げ実現!】テクニカルニュース vol.61
>>【金型が干渉する「深いコの字曲げ」は、甘曲げを追加することで加工可能に!】テクニカルニュース vol.76
このように、他社でお断りされた曲げ加工も是非一度、岡部工業にご相談ください。また、今回の事例のように他社では専用の金型が必要と言われてしまった場合でも、当社では別の解決策をご提案することで、大幅コストダウンができる可能性もございます。
お悩みがございましたら、お気軽にご相談ください。
まとめ
いかがでしたでしょうか。
筐体設計・製造.comを運営する岡部工業では、精密板金筐体の設計段階からのサポートに力を入れております。板金筐体の設計エンジニアの方々は、どうしても現場の加工機や効率性のことまでは気にせずに、求める機能や品質、強度を重視して製品設計を行います。
そこで当社では、現場目線かつ量産時の効率性を重視した上で、最適な板金設計のご提案を積極的にいたします。お客様の製品用途や機能、品質などを十分に理解した上で、量産前試作の段階で様々な膿出しを行うことで、あらゆる可能性を考慮することができ、結果として大きなコストダウンにつながる可能性もあります。
【無料】技術ハンドブックプレゼント
筐体設計・製造.COMでは、設計者・開発技術者様向けに、筐体板金加工に関する技術をまとめた、『技術ハンドブック』を発行しています。技術ハンドブックには、設計・開発段階からのコストダウンや品質向上を実現するための具体的なVA・VE提案を実際の事例に沿った形でイラスト付きで解説をしています。
また技術ハンドブックには、設計時に必要となる筐体板金加工に関する基礎知識や技術資料も掲載しております。技術資料としても、ぜひご活用いただければと思います。