0270-23-2111
0270-23-2111 0270-23-2113
0270-23-2113
今回のテクニカルニュースの概要
今回ご紹介する事例は、ダボ付近での抜き加工において、金型が干渉してダボがつぶれてしまう課題を解決した技術提案事例です。
今回の技術提案事例では、タレットパンチプレスでの抜き加工において、外周近くのダボ出しが外周の抜き加工の際に金型に干渉してつぶれてしまう課題を、抜き工程の順序変更とミクロジョイントの配置工夫によって解決いたしました。
タレットパンチプレスの基礎知識
まず、タレットパンチプレスとは、抜き工程で使用されている多品種少量生産向きの工作機械です。鋼板から部品の外周を打ち抜くことで必要な形状を加工する工作機械です。打ち抜く形状が複雑になっても対応できるように、NCTには正方形、長方形、丸などの多様な形状の金型が自由に選択できるようになっています。
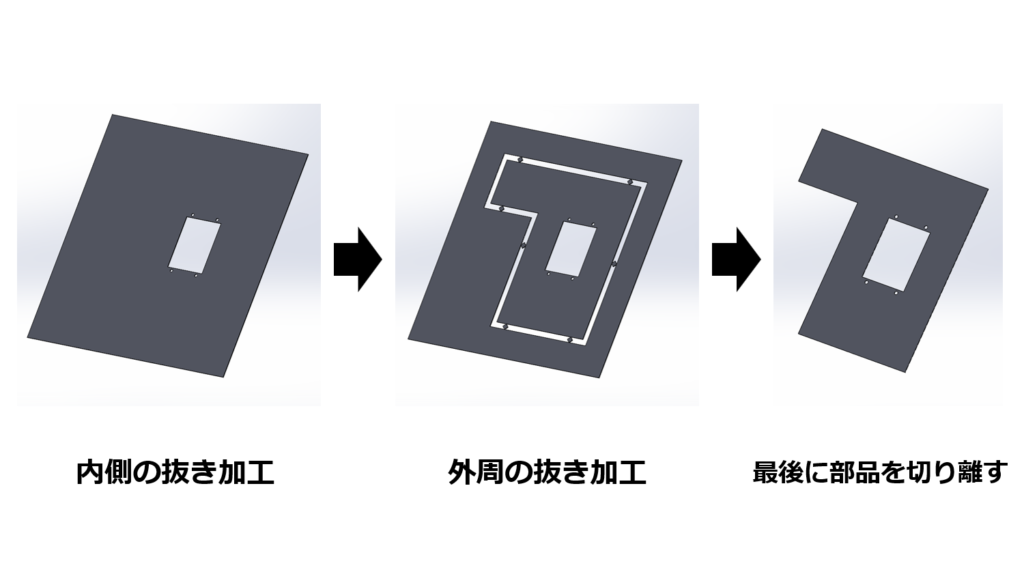
タレットパンチプレスでの基本的な抜き工程は、以下のようになります。
- 板金部品の内側から、抜き加工を実施、
- ダボなどの成形加工を外周を抜く前に実施。
- 外周の抜き加工を最後に行い、部品を板材から切り離す。
板金加工において、部品の内側に存在する穴から抜き加工を行い、最後に外周を抜くのが基本的な順序です。
しかし、部品の外周に近い位置にダボなどの成形加工が必要な場合、その加工順序に注意が必要です。通常、ダボ加工は製品表面に凸状の変形をもたらすため、加工ズレの原因とならないよう外周の抜き加工の直前などに行われます。
ミクロジョイントについて
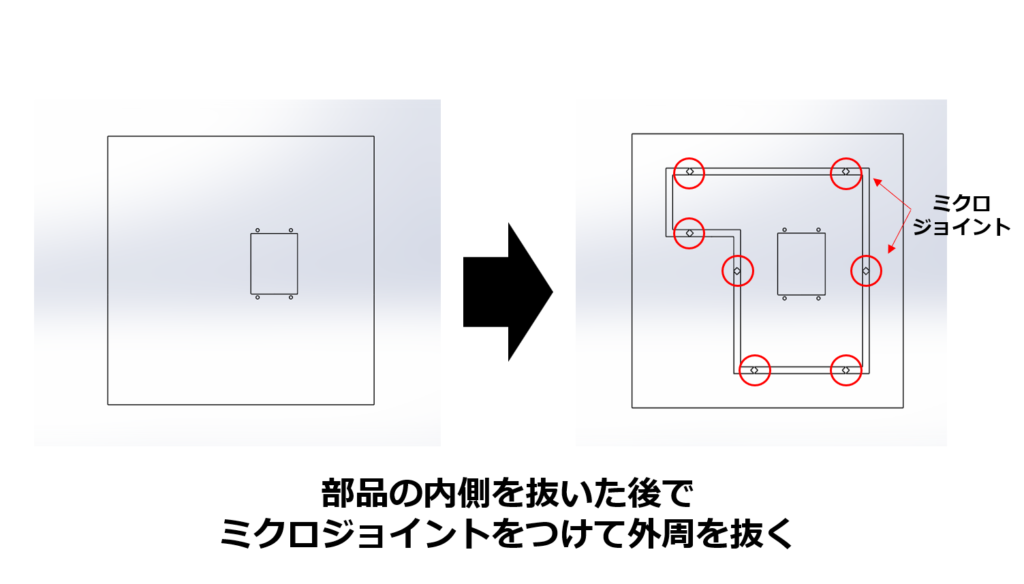
また、外周を抜く際は、ミクロジョイントをつけます。ミクロジョイントとは製品の外形を切断する際、加工中に製品が切り離されないように外枠と製品を繋ぐ細い部分のことです。本事例では、部品の内側を抜いた後で、ミクロジョイントをつけて外周を抜きます。
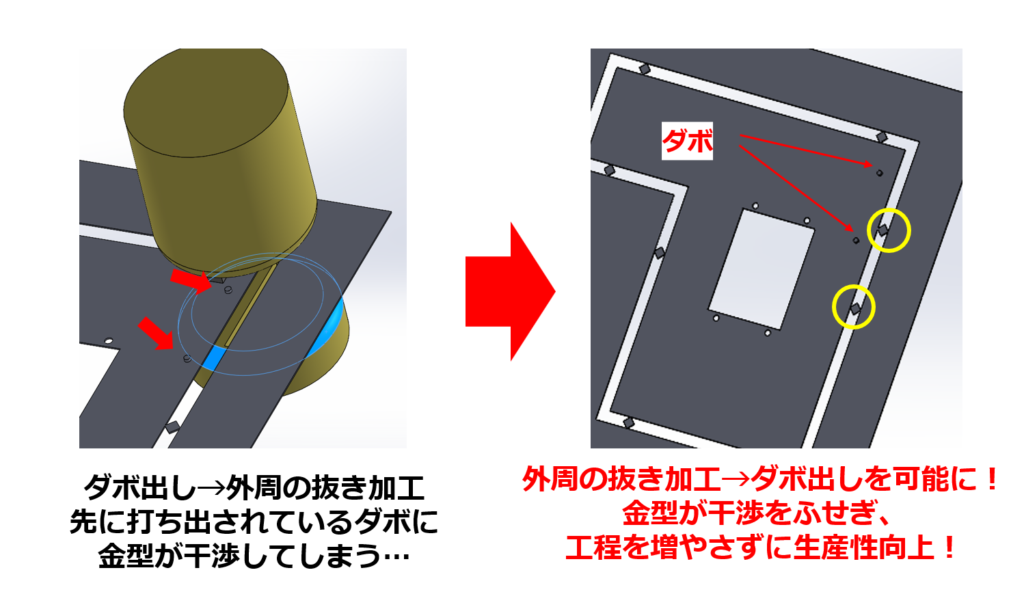
本事例では、外周に近い位置にダボ加工を行う必要があり、通常通りの順序だと外周の抜き加工時に干渉してダボが潰れてしまうという課題に直面しました。このミクロジョイントの数を工夫し、抜き加工の順序変更を可能とした結果、外周近くのダボ出しが外周の抜き加工の際に金型に干渉してつぶれてしまう課題を解決。生産性向上につながりました。
課題:通常の順序で抜き加工を行うと、外周近くのダボが抜き加工時の金型に干渉してつぶれてしまう
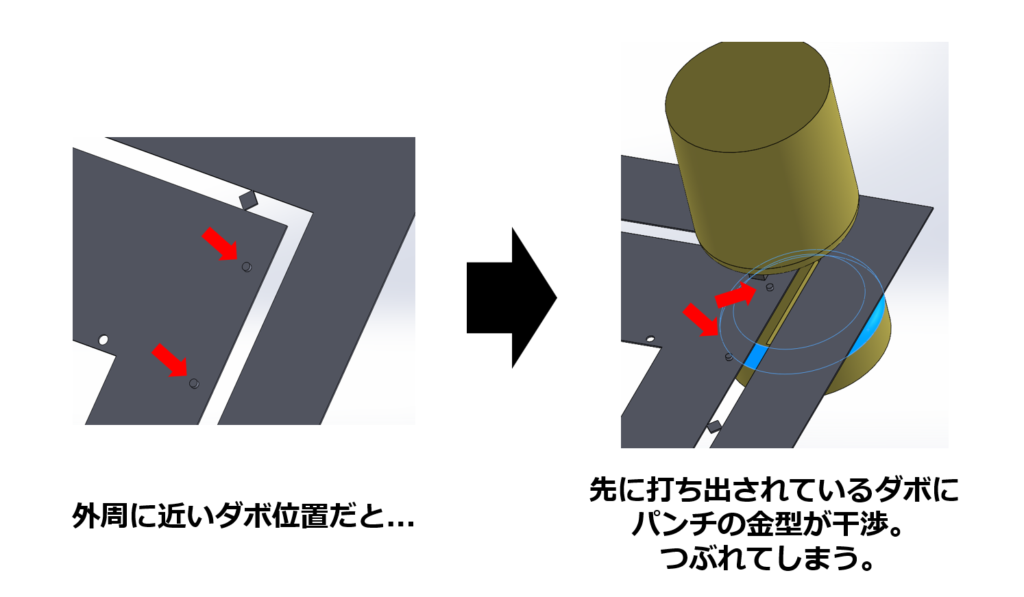
この事例では、部品の外周に非常に近い位置にダボだしを行う必要がございました。このため、基本の順序で外周に近いダボを加工しようとすると、外周を抜き加工する時に金型の影響範囲内にあるダボが干渉してしまい、ダボがつぶれてしまいます。
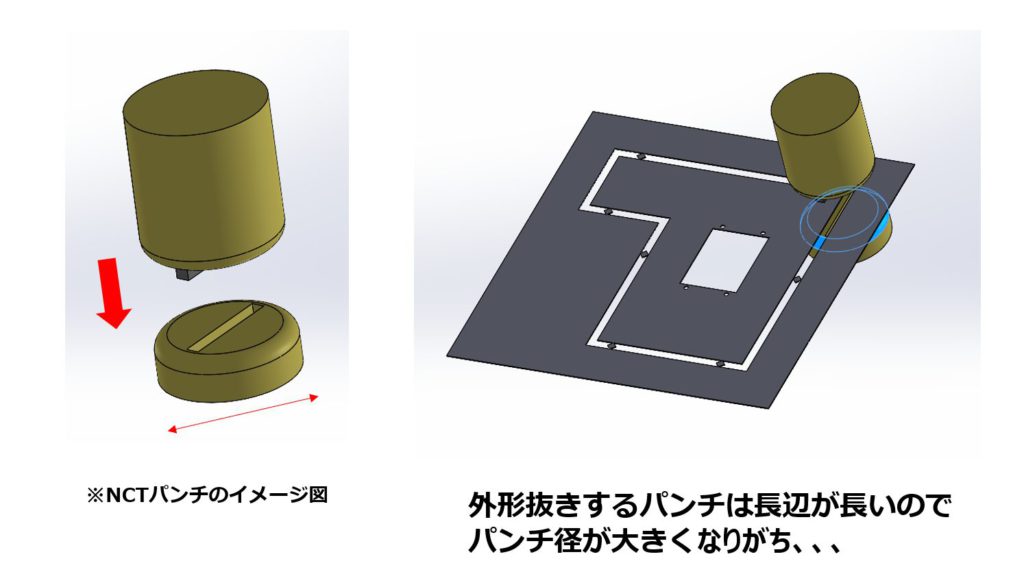
外周の抜き加工は長い直線を加工するため、金型が大きい事が多く、本事例でも金型とダボの位置が重なってしまっていました。
ダボ等の成形加工が外周に近いところにある場合、先にダボ等の成形加工をして、最後に外周を抜こうとすると先に打ち出されている部分をパンチが踏んでしまい、ダボがつぶれてしまいます。
このため、部品の外周に近い位置にダボなどの成形加工が必要な場合、その加工順序に注意が必要です。
対策①:外周の抜き加工とダボ出し加工(成形加工)の順序変更
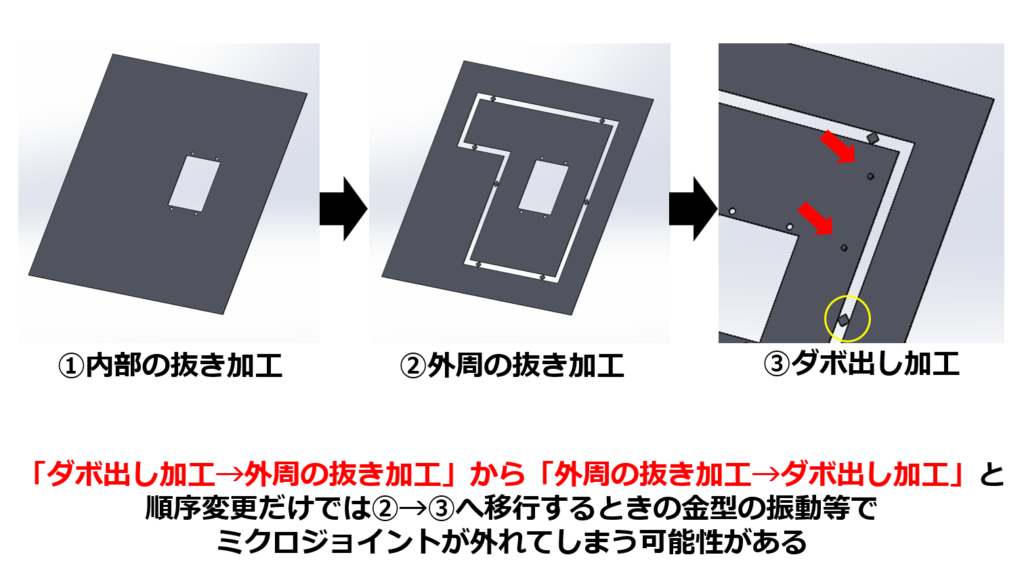
そこで、筐体設計・製造.COMでは、外周の抜き加工とダボ加工の順序変更を検討いたしました。通常であれば、内部の抜き加工→ダボ出し加工→外周の抜き加工と加工しますが、外周に近いダボ(成形加工)がつぶされないよう、外周の抜き加工→ダボ加工をおこなうことを検討しました。
しかし、この場合だと外周の抜き加工後にダボ出しに移行するときのダイス変更による振動等で、ミクロジョイントが外れて基準がずれてしまうとダボの位置がズレてしまう可能性がありました。
通常の順序で抜き加工を行うと、外周の近くにダボがあるときにダボがつぶれてしまいます。順序変更によって外周近くのダボが、後工程で抜き加工の際につぶれてしまう課題は解消できます。しかし、ミクロジョイントが外れてしまっては意味がありません。このため、さらなる工夫が必要でした。
対策②:ミクロジョイントを増やし、抜き加工の順序変更を可能にして課題解決!工数を増やさずに生産性向上!
そこで、筐体設計・製造.COMでは、抜き加工での順序変更を可能とするために、部品の脱落を防ぐためのミクロジョイントを多めに配置することを行いました。
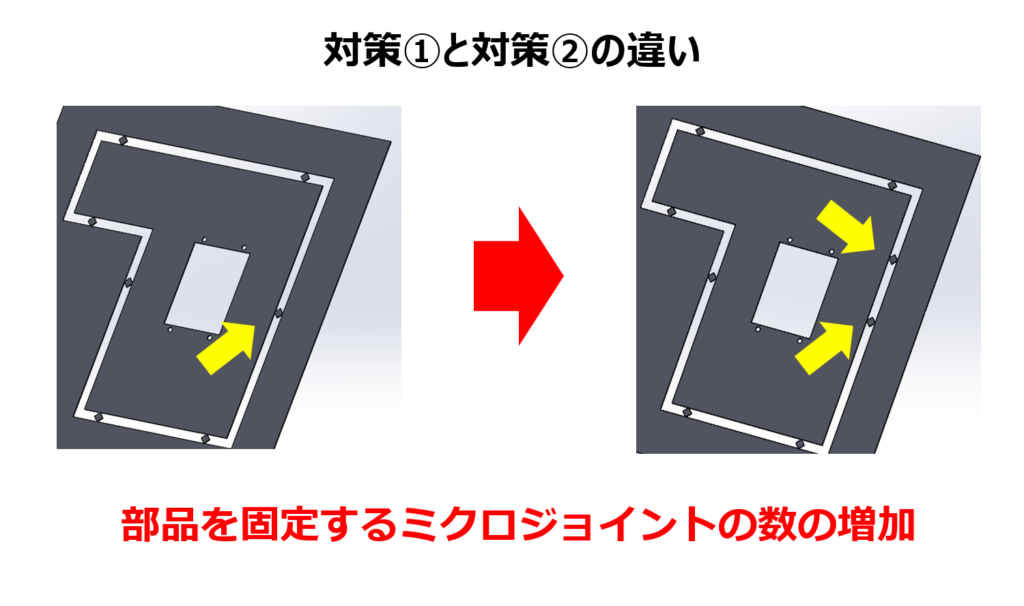
ミクロジョイントを多めに配置することでダイス変更時の振動によるずれを防ぐことができます。この結果、タレットパンチプレスでの抜き工程のみで、外周に近いダボ出し加工を行うことができました。
まず、ダボが外周に近いところにある箇所だけ先に周囲をパンチで抜きます。この周囲にミクロを通常よりも多くつけることで、ダイス変更時の振動によるズレを抑えます。このため、この後の外周の抜き加工と、最後に行うダボ出しを安定して行うことが可能です。
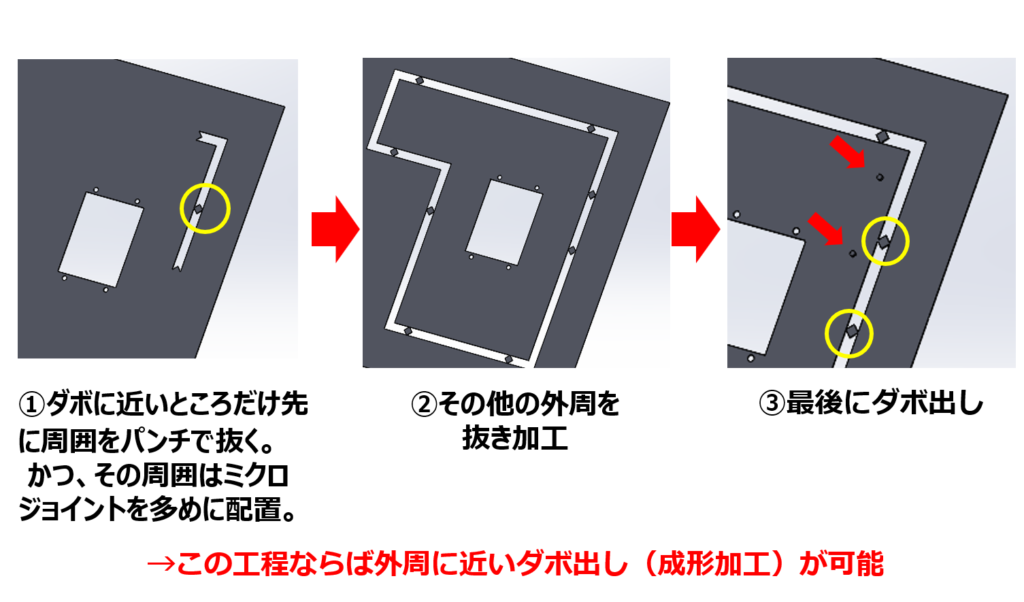
対策①では、ダイス変更時の振動によってズレが生まれる可能性があるため、「外周の抜き加工→ダボ出し」が不可能でした。しかし、ミクロジョイントを多めに配置した結果、振動によるズレを防ぐので、「外周の抜き加工→ダボ出し」が可能になります。
この工夫により、振動や衝撃に耐えうる安定した保持が可能となり、ずれや品質不良を未然に防ぎます。これは、溶接・組立工程での手戻りや不良品の発生を大幅に削減し、間接的なコスト(工数、不良費)を削減することに直結します。
この結果、工数を増やすことなく、タレパンの工程内で外周に近いダボ出し(成形加工)を行うことができました。加工順序の変更、ミクロジョイントの最適配置などの一見小さな工夫が、加工の安定性向上、不良率低減、機械停止時間の短縮、溶接・組立工程での位置決め精度向上に繋がっています。成形加工に関する課題解決を通じて、工数増加を防ぎ、生産性向上につながった技術提案事例です。
まとめ
いかがでしたでしょうか。
タレットパンチプレスにおける加工順序は、部品の品質と生産効率を大きく左右します。特に、外周に近い位置での成形加工(ダボ、バーリングなど)は、通常の加工セオリーが通用しない場合があります。他にも、筐体設計・製造.comでは本事例のようななどもございます。
筐体設計・製造.comを運営する岡部工業では、精密板金筐体の設計段階からのサポートに力を入れております。板金筐体の設計エンジニアの方々は、どうしても現場の加工機や効率性のことまでは気にせずに、求める機能や品質、強度を重視して製品設計を行います。
そこで当社では、現場目線かつ量産時の効率性を重視した上で、最適な板金設計のご提案を積極的にいたします。お客様の製品用途や機能、品質などを十分に理解した上で、量産前試作の段階で様々な膿出しを行うことで、あらゆる可能性を考慮することができ、結果として大きなコストダウンにつながる可能性もあります。
【無料】技術ハンドブックプレゼント
筐体設計・製造.COMでは、設計者・開発技術者様向けに、筐体板金加工に関する技術をまとめた、『技術ハンドブック』を発行しています。技術ハンドブックには、設計・開発段階からのコストダウンや品質向上を実現するための具体的なVA・VE提案を実際の事例に沿った形でイラスト付きで解説をしています。
また技術ハンドブックには、設計時に必要となる筐体板金加工に関する基礎知識や技術資料も掲載しております。技術資料としても、ぜひご活用いただければと思います。