 0270-23-2111
0270-23-2111 0270-23-2113
0270-23-2113
今回のテクニカルニュースの概要
今回ご紹介する事例は、ヘミング曲げにより2重に重なった板金部品のR曲げを1工程にて実現した事例です。プレスブレーキの上型への専用治具(スペーサー)の導入と、設計段階でのスリット配置によって、従来は困難とされていた「ヘミング曲げ箇所へのR曲げ」を曲げ工程内で完結させる手法を確立いたしました。これにより、これまで不可避であった手作業での研磨による端面仕上げ作業の削減に成功しました。

ヘミング曲げを行う背景
まず、ヘミング曲げとは板の端部を180°曲げて平らに押しつぶすように曲げ加工を行うことです。最大の目的は「安全性の確保」です。鋭利な切断面(バリ)を内側に巻き込むことで、手で触れても安全な端面を形成します。また、端面の板厚が実質2倍になるため、「剛性の向上(たわみ防止)」や、厚みを持たせることによる「意匠性の向上」も大きな目的です。
ヘミング曲げは、通常、一度のプレスで180度曲げることは難しいため、2段階の工程を経て加工されます。
-
予備曲げ(鋭角曲げ)
-
まず、Vダイなどを用いて板の端を30度〜45度程度の鋭角に曲げます。
-
-
本曲げ(つぶし)
-
次に、平らな金型で上から圧力をかけ、ピタッと(あるいは隙間を持たせて)押しつぶします。
-
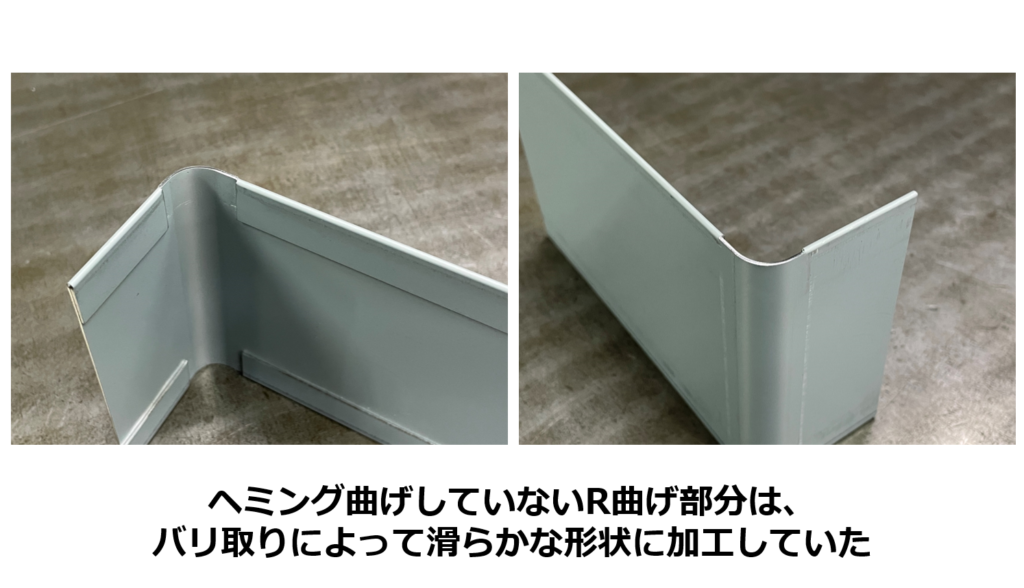
本事例のような筐体やボックス製品の上部の端面は、人の手で扱う際に鋭利な状態だとけがの恐れがあります。このため、人が触れる部分のエッジを無くし、R上の滑らかな形状とすることが求められます。
このために、ヘミング曲げを行うことで滑らかな形状を成形します。
しかし、「ヘミングを施した二重構造の部分を、さらにR曲げ(円弧状の曲げ)する」ことは、材料の重なりによる物理的な干渉(歪み)が生じるため、「困難」とされてきました。
このため、従来はR曲げを行う箇所だけヘミングを避ける展開設計を行い、代わりに「手作業によるバリ取りや研磨」で丸みを持たせることで安全性を確保していました。しかし、この手仕上げ工程が多大な工数(コスト)を要し、量産時の大きなネックとなっていました。
下記の画像のように、R曲げの部分は、ヘミング曲げをせずに、バリ取りによって滑らかな端面を加工しておりました。
課題:ヘミング曲げによる二重構造へのR曲げ時に歪みが発生し、R曲げができない…
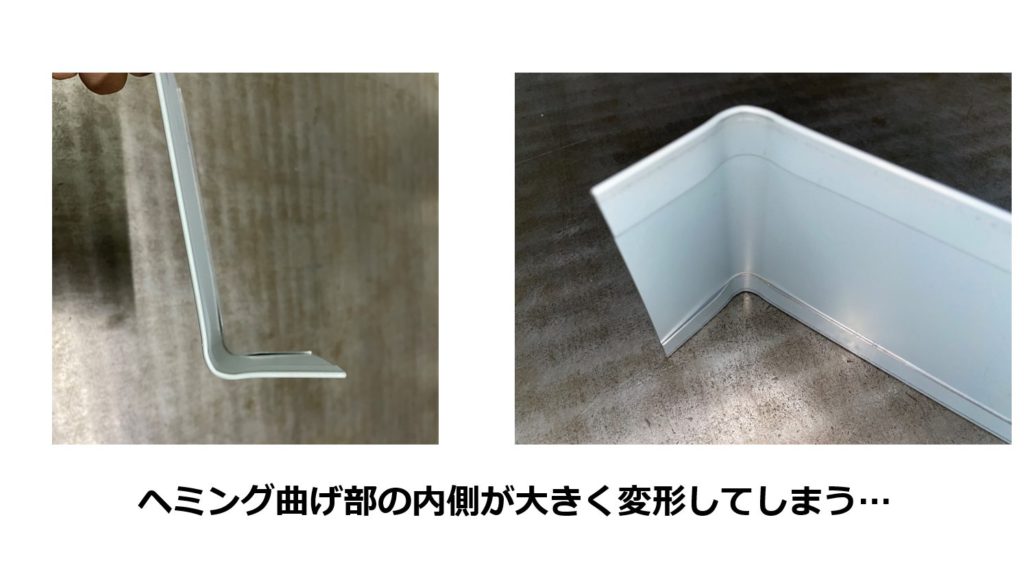
物理的にヘミング曲げによる二重構造の状態からR曲げを行うと、特に板金の内側において、板金の歪み(うねり)が発生してしまいます。
R曲げの内側では材料が強く圧縮されます。単板であれば板厚方向に流動できますが、ヘミング部は材料が密着しているため逃げ場がなく、圧縮された材料が横方向へ不規則に押し出されます。これが「うねり」や「歪み」となり、製品の品質を著しく損なってしまいます。
筐体設計・製造.COMの対策:板厚を同じにする専用治具の活用と、 圧力の逃げ道となる スリットを配置
R曲げを1工程で完結させるため、筐体設計・製造.COMでは以下の2つの対策を行いました。
対策①:板厚を整合させる「専用治具(スペーサー)」の導入による圧力均一化
まず、プレスブレーキの上金(パンチ)側に、ヘミング曲げによって厚みが2倍になった部分と同じ厚みの「専用治具(スペーサー)」を設置しました。

この対策によって、金型が接触する部分の厚さを均一に調整します。板金加工において、板厚に差がある状態で曲げを行うと、厚い部分に圧力が集中し、薄い部分との境界で不均一な変形(ひずみ)が生じます。専用治具により金型が材料に接触する高さを物理的に揃えることで、曲げの初期段階から圧力を均一に分散させ、曲げ加工を安定して行うことが可能となります。
しかし、この「治具による板厚の整合」だけでは、歪みという課題を完全に解決することはできません。R曲げが進行するにつれ、二重に重なった内側の材料は逃げ場を失って圧縮され、「歪み」や「うねり」を発生させてしまいます。
対策②:圧力の逃げ道となる「スリット」の配置
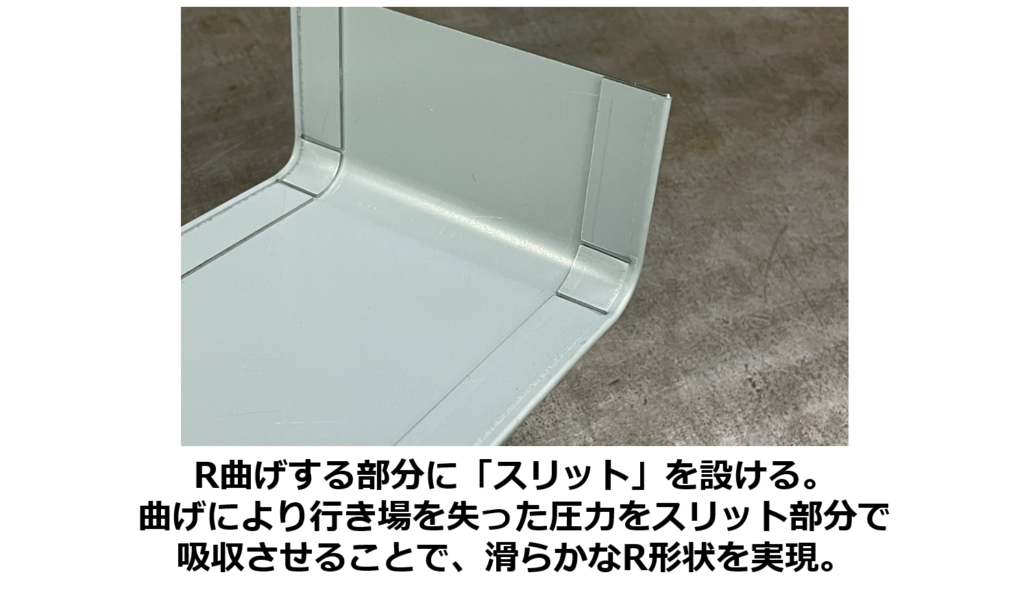
そこで、設計段階でR曲げの圧縮される力で歪みが生じないようにR曲げ部分に、「スリット(切り欠き)」を配置しました。
このスリットが物理的な「逃げ道」となります。圧縮され、行き場を失った圧力をスリット部分で吸収させることで、表面に一切の影響を及ぼすことなく、滑らかなR形状を実現いたしました。
実際の加工の様子をぜひ動画でご覧ください!
①R曲げ部はヘミング曲げがない状態での曲げの様子
②スリットがない状態でヘミング曲げごとR曲げした様子
③スリットがある状態でヘミング曲げごとR曲げした様子
の3構成でまとめております。
この結果、曲げ工程において、ヘミング曲げ箇所へのR曲げを実現し、従来行っていたバリ取りによる端面仕上げ工数の削減を実現いたしました。
この端面仕上げ工程の削減は作業者が手作業で行うため、大きなコストダウン、リードタイム短縮となります。また、作業者の熟練度の違いから起きる仕上げ作業の品質のばらつきの懸念も同時に解消することができました。
曲げ加工に関する生産性向上・課題解決事例をご紹介!
本事例の他にも、曲げ工程における、生産性向上の事例が多くございます。詳しくは下記のテクニカルニュースをご覧ください。
【ヘミング曲げを、鋭角曲げ金型/潰し曲げ金型を一体化した特殊金型で行い、加工時間を大幅短縮!】テクニカルニュース vol.83
【FR曲げから専用金型による一発曲げに置き換え、工数削減&コスト削減!】テクニカルニュース vol.80
【金型が干渉する「深いコの字曲げ」は、甘曲げを追加することで加工可能に!】テクニカルニュース vol.76
【突き当て部が無い部品の曲げ対策方法とは?】テクニカルニュース vol.54
【曲げ膨らみを考慮した端面形状にすることでコストダウン!】テクニカルニュース vol.46
まとめ
いかがでしたでしょうか。
筐体設計・製造.COMを運営する岡部工業では、社内の業務効率改善に積極的に取り組んでおります。 今回ご紹介したような事例以外にも数多くの業務効率改善事例がございます。
製作のご相談の際は、設計・開発段階、仕様検討段階でご相談いただきますと、製作時の課題を考慮した設計提案や、試作段階でのコストダウン提案から、量産を見据えた工法提案、量産まで一貫対応することが可能です。貴社の製品の品質面・コスト面両方の観点でサポートをさせていただきますので、ぜひご相談ください。












