0270-23-2111
0270-23-2111 0270-23-2113
0270-23-2113
Before

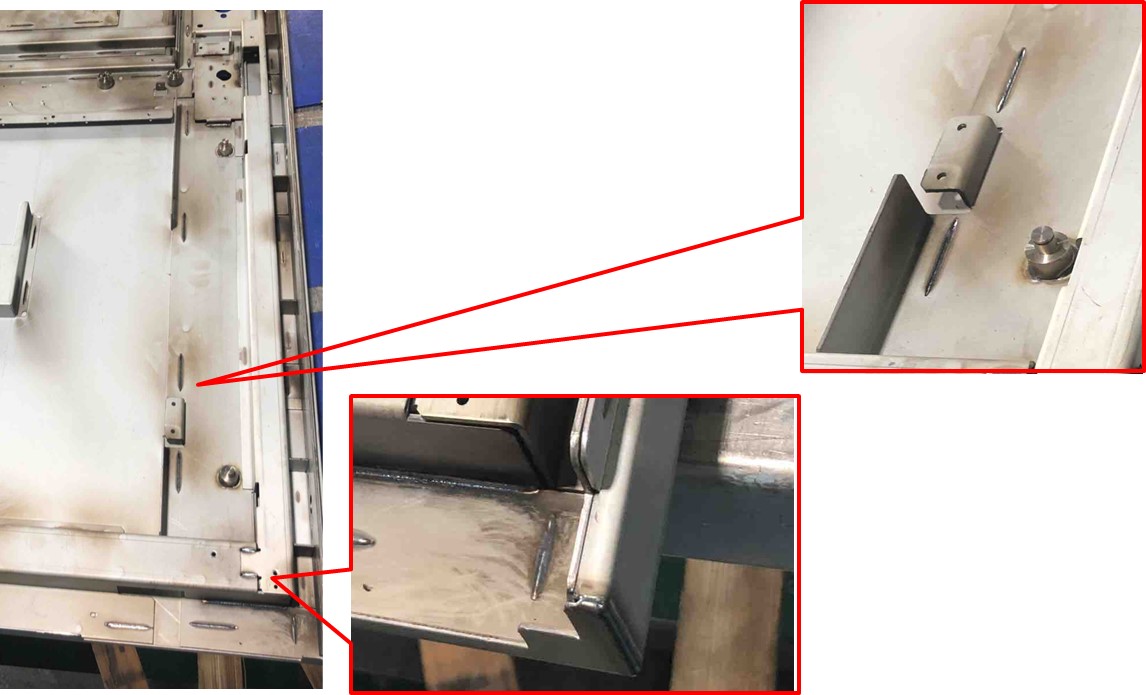
上記のように板金を重ねて溶接を行う場合、従来はアーク溶接やCO2溶接にて2枚の板材を溶接(サブウェルド)し、さらにサブウェルドで一体化した部品を肉盛り溶接にて溶接を行います。この場合、溶接を複数回繰り返すことで歪みも発生しやすくなり、また、それによる歪み取りも発生してしまうため、生産リードタイムが必要以上に長くなってしまいます。
V
After

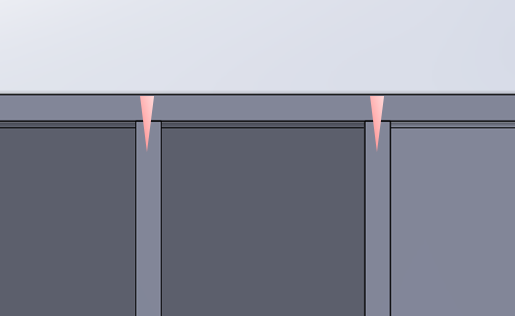
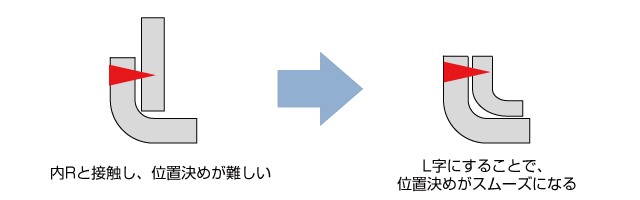
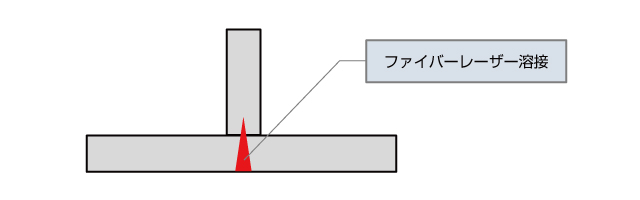
板金部品同士を重ね、ファイバーレーザー溶接にて接合することで、溶接工数を大幅に圧縮させることが可能となります。しかし、溶け込みが深いファイバーレーザー溶接でも、溶接可能な厚みは限界があるため、機能的に問題がないのであれば上記のように板材の幅を一部変更し、また、スリット穴を空けることで深くまで溶接を行うことができるようになります。使用目的を加味した上で設計変更を行うことで、トータルコストダウンを行うことが可能になります。
POINT
ファイバーレーザー溶接はアーク溶接やCO2溶接に比べて溶け込みが深く、溶接ビートが狭いという特徴があります。複数枚の板材を溶接する際には、ファイバーレーザー溶接は有効な溶接手段ですが、溶接可能な厚みにも限界があります。そのため、板材をずらしたり、スリット穴を設けるなどの設計変更を行うことで深い箇所まで熱を通すことができ、きれいに溶接することができます。