0270-23-2111
0270-23-2111 0270-23-2113
0270-23-2113
Before

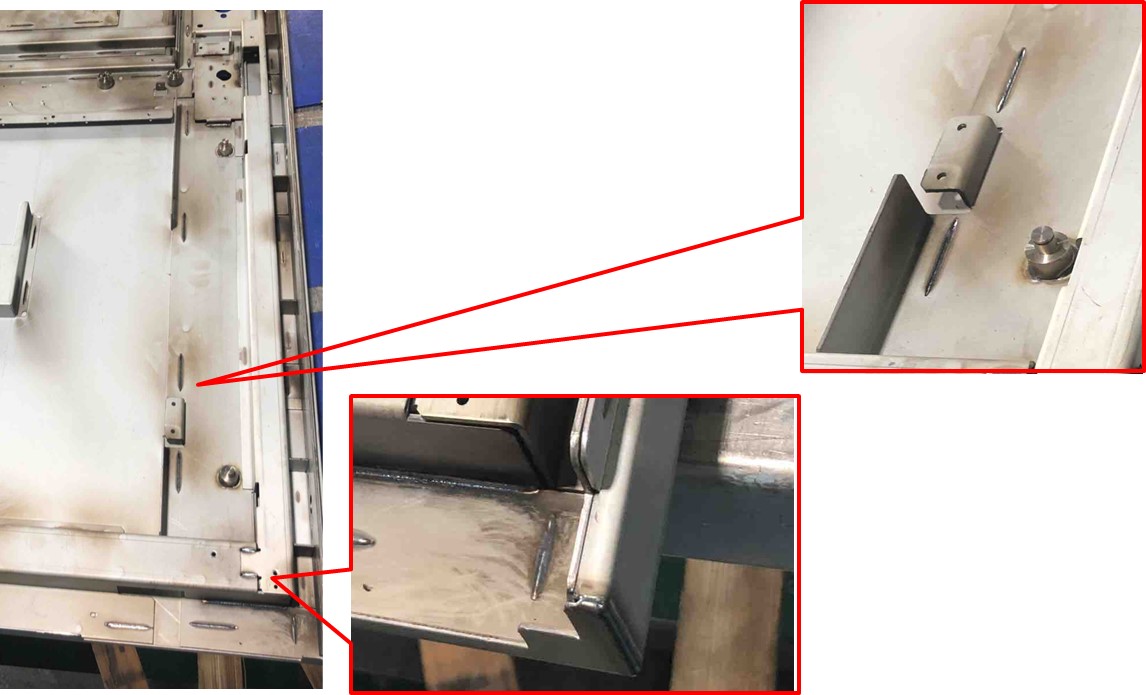
曲げを行った板材とストレートな板材をファイバーレーザー溶接機にて溶接を行う場合、内Rとの接触を考慮しなければなりません。特に厚板板金の場合には、内Rが大きくなり、板材と内Rが接触してしまい位置決めが難しくなります。そこで、ストレートの板材のコーナーをグラインダーで削り、C面の面取り加工を行います。C面にすることで内Rとの接触がなくなり、スムーズに位置決めを行えます。しかし、グラインダー作業に手間がかかってしまうので、量産品の位置決め方法には向いていません。
V
After

内側に位置する部品をL字型にすることで、量産品の場合でも効率良く、高精度な位置決めを行うことができます。L字にすることで板材同士が水平な面で接することができ、位置決めもスムーズに行えます。また、グラインダーでC面の面取り加工、仕上げ加工を行う必要もないので、タクトタイムの短縮にもなります。ファイバーレーザー溶接ロボットは、量産品に使用されることがほとんどです。試作品であっても、量産性を見越した板金設計が重要となります。
POINT
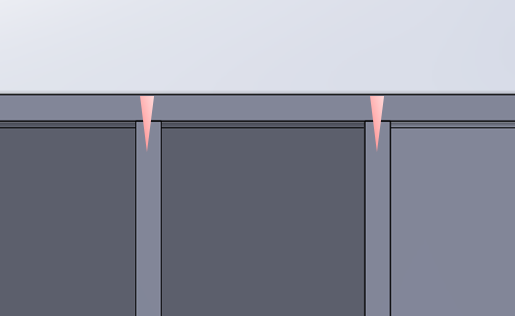
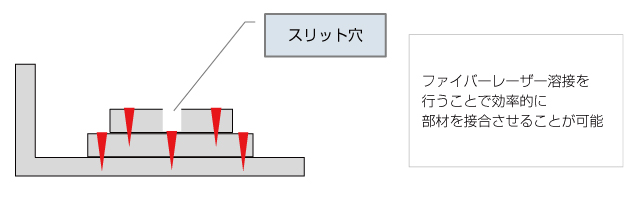
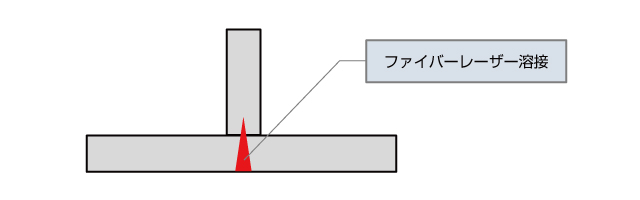
ファイバーレーザー溶接はアーク溶接やCO2溶接に比べて溶け込みが深く、溶接ビートが狭いという特徴があります。複数枚の板材を溶接する際には、ファイバーレーザー溶接は有効な溶接手段ですが、溶接可能な厚みにも限界があります。そのため、板材をずらしたり、スリット穴を設けるなどの設計変更を行うことで深い箇所まで熱を通すことができ、きれいに溶接することができます。