0270-23-2111
0270-23-2111 0270-23-2113
0270-23-2113
今回のテクニカルニュースの概要
今回ご紹介する事例は、側面(サイドフランジ)に立ち上がりを持つR曲げ形状の加工の課題解決を行った提案事例です。
この形状は、通常「曲げ工程のみ」での製作は困難とされ、別部品の溶接・仕上げ工程が必要でした。そこで当社では、「ガイドプレート」と呼ばれる専用の治具を活用し、曲げ工程のみでの製作を可能にしました。
課題:立ち上がり付きのR曲げ加工で、そのまま曲げるとしわが発生してしまう…
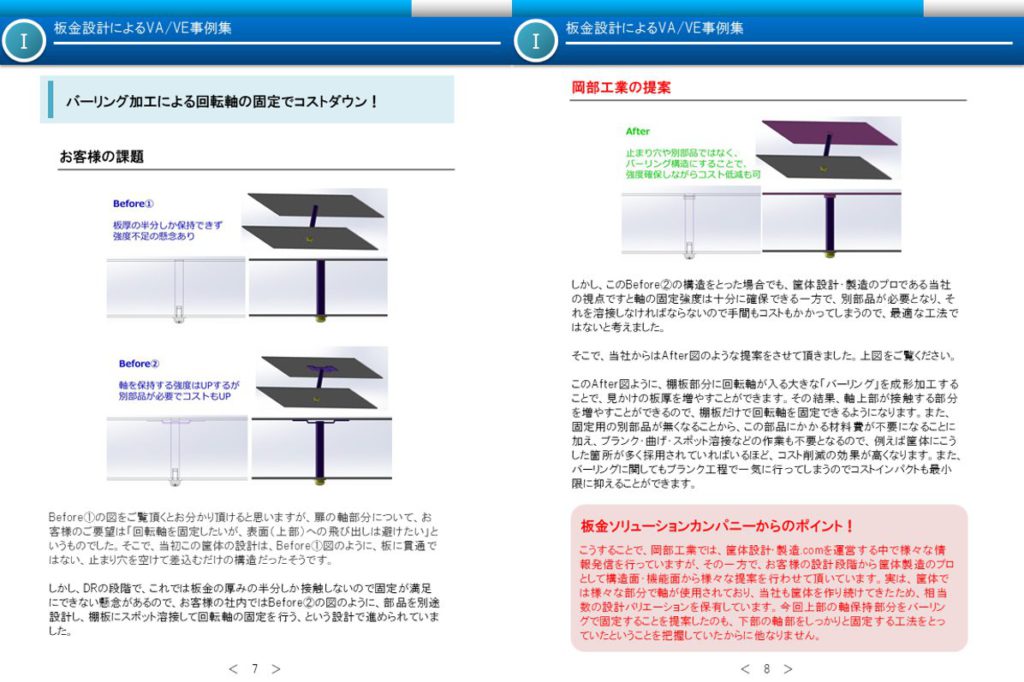
本事例は筐体部品の角がR形状となっている製品で、立ち上がり(サイドフランジ)がついている仕様となっておりました。
しかし、この形状を通常のR金型でそのまま曲げようとすると、内側(Rの内径側)の立ち上がり部分が圧縮されます。行き場を失った板金は外側に膨らもうとし、歪みが発生してしまいます。
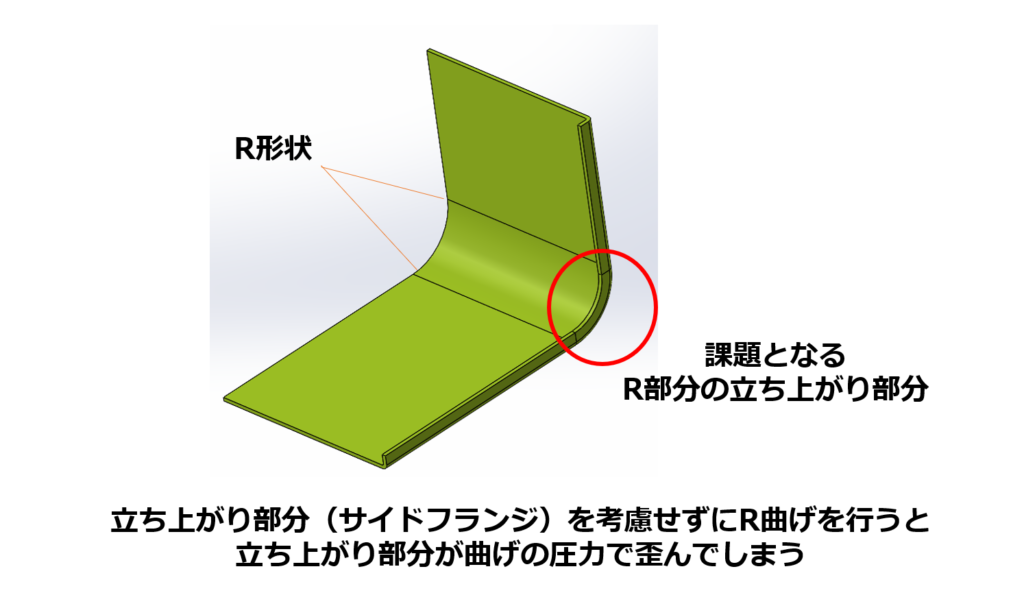
このため、この形状は「曲げによる加工は困難」とされるのが一般的でした。
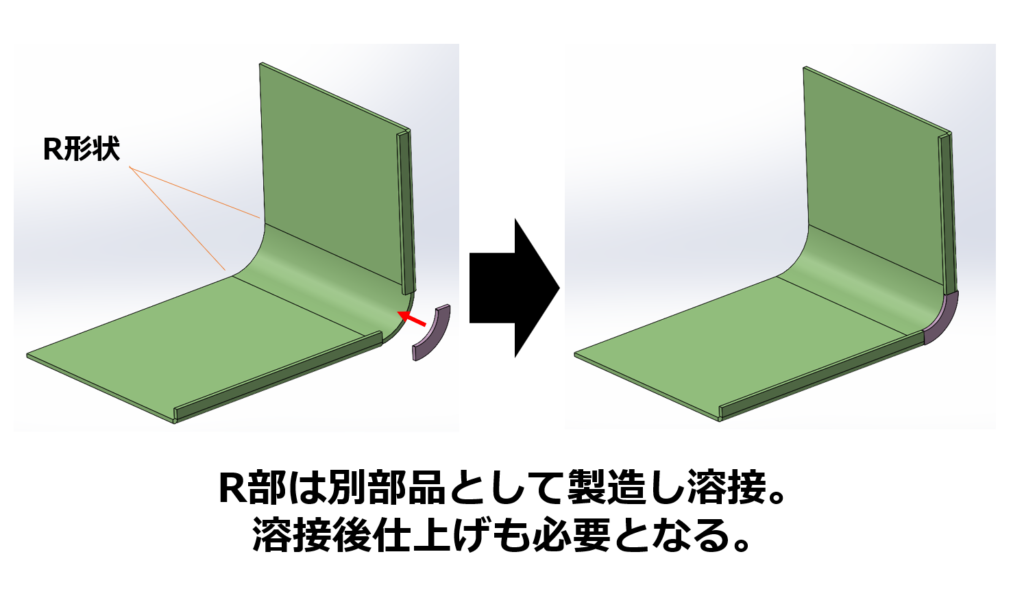
従来の対策:「R形状の部品」を個別に製作し、後から溶接で接合する
この課題を回避するための従来の対策は、「R形状の部品」を個別に製作し、後から両側の直線部品と溶接で接合するという方法でした。
しかし、この方法での製作は以下のような課題がございます。
- 個別に部品を製作する工数が発生する。
- 溶接工程が追加となり、工数が増加する。
- 溶接箇所は、外観を損ねるだけでなく、熱による歪みも発生するため、仕上げ工程が必要となります。この溶接ビードや歪みを除去し、周囲と滑らかにするための研磨・仕上げ作業は、非常に手間と時間がかかります。
これらの要因により、製品単価のコストアップとリードタイムの大幅な増加は避けられませんでした。
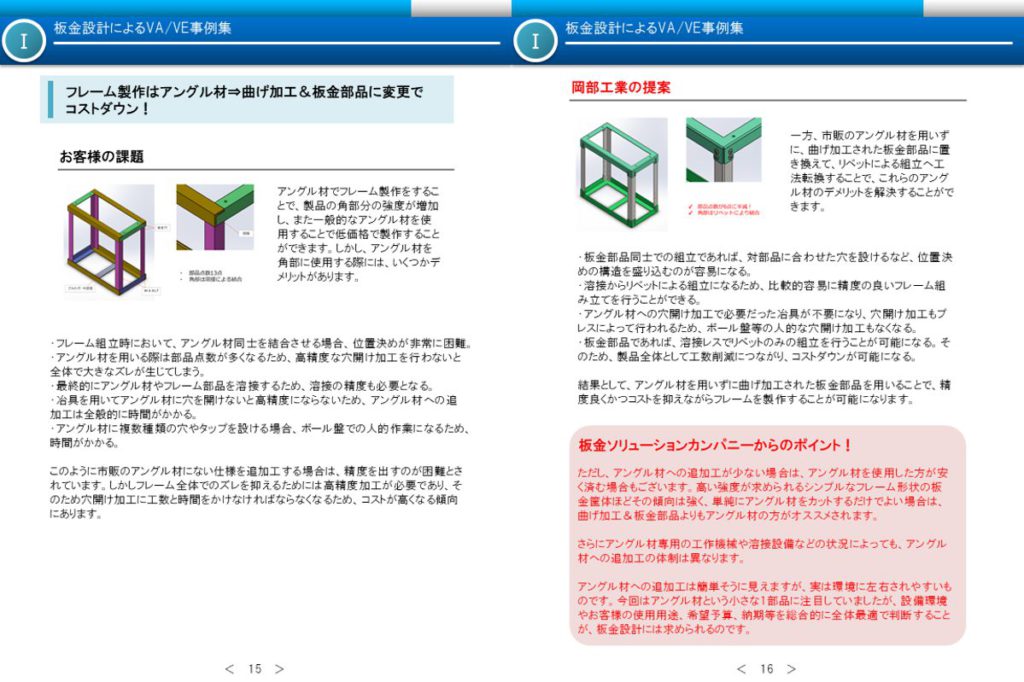
筐体設計・製造.COMの対策:ガイドプレートを活用し、曲げ工程だけでR形状の立ち上がり部分の加工を実現。
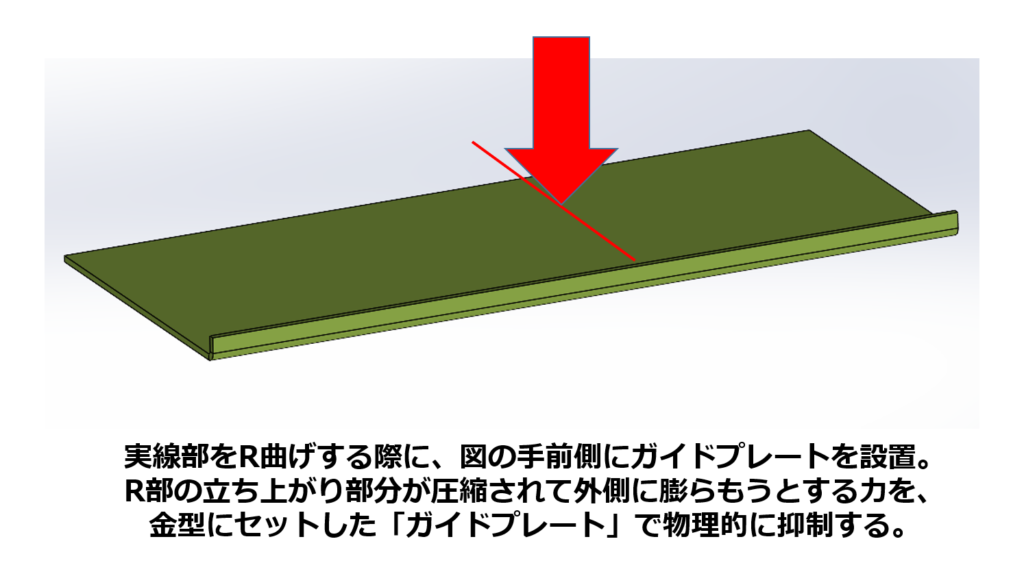
当社では、この課題を「曲げ工程」の中で解決するため、「ガイドプレート」と呼ばれる専用の治具を活用する工法を提案しました。
これは、R曲げを行う際、R部の立ち上がり部分が圧縮されて外側に膨らもうとする力を、金型にセットした「ガイドプレート」で物理的に抑え込むという手法です。
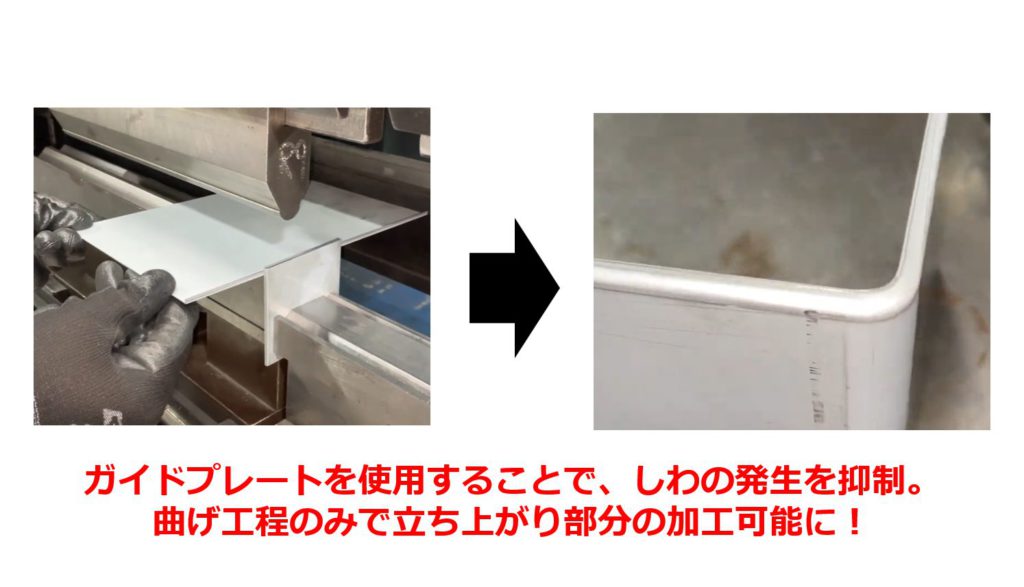
このガイドプレートを使用した曲げ加工の様子を動画でご紹介しておりますので、まずはこちらをご確認ください。
これにより、ご覧の通り、ガイドプレートが立ち上がり部分の膨らみを抑え込んでいるのが分かります。しわの原因となる板金の膨らみを防ぎ、内側も滑らかで高精度なR形状に成形することが可能となります。
このガイドプレートを使用して、曲げ加工をした実際の製品もお写真でご紹介させていただきます。

本事例のような場合、基本的には曲げ工程のみで側面(サイドフランジ)に立ち上がりを持つR曲げ形状の加工は困難であり、前章で紹介した「R形状の部品」を個別に製作し、後から溶接で接合するという工法がまず検討される選択肢となります。
しかし、このガイドプレートを活用した曲げ加工によって、曲げ工程のみでの加工を実現いたしました。「R形状の部品」を個別に製作し、後から溶接で接合する工法で発生してしまう、溶接や仕上げの工程を削減できたため、最終的に製品自体のコストダウンにつながっています。
まとめ
筐体設計・製造.comを運営する岡部工業では、製品製作において、 コストダウン・品質向上のための提案を積極的にさせていただきます。また、お客様とご相談上、お客様にコストメリットが発生する場合は最新の設備導入などのご提案もいたします。
筐体設計・製造.comが保有する金型について下記ページでまとめております。こちらをご参照いただき、お問い合わせいただけますと幸いです。下記でご紹介している金型以外にも、特殊形状など今回の事例ように、特注で金型製作し加工をすることも可能ですので、まずは一度お問い合わせください!
- >>丸型金型一覧
- >>角型金型一覧
- >>長穴金型一覧
- >>長角金型一覧
- >>シングルD・ダブルD金型一覧
- >>コーナーラジアス金型一覧
- >>R付角長金型一覧
- >>その他金型一覧
- >>ベンダー曲げ金型(上型)一覧
お客様への日々のVE提案に加え、生産性の高い設備、機器を積極的に活用することで、お客様のご要望に柔軟に応えて参ります。筐体の設計・製造、あるいは筐体の板金部品加工など、お困りのことがありましたら当社にご相談くださいませ。
>>お問い合わせはこちら
【無料】技術ハンドブックプレゼント
筐体設計・製造.COMでは、設計者・開発技術者様向けに、筐体板金加工に関する技術をまとめた、『技術ハンドブック』を発行しています。技術ハンドブックには、設計・開発段階からのコストダウンや品質向上を実現するための具体的なVA・VE提案を実際の事例に沿った形でイラスト付きで解説をしています。