0270-23-2111
0270-23-2111 0270-23-2113
0270-23-2113
今回のテクニカルニュースの概要
今回ご紹介する事例は、大物部品でバーリング加工を行う際に、長い直線部のバーリング加工に適した専用のエンドレスバーリング金型を用いたことで、従来の工法と比較して大幅なコストダウンができた技術提案事例です。
この大物部品へのバーリング加工の方法として、従来はプレス金型を用いる方法、曲げ加工と溶接による方法、タレットパンチプレスという抜き加工の工作機械でエンドレスバーリング金型で加工を行うといった3つの加工方法がございます。
しかし、本事例は、大きなバーリング形状で、かつ小ロット品でした。このため、従来の加工方法では、金型費用が償却できない、加工時間がかかりすぎてしまうといった面で大きな問題がありました。
そこで、当社では、長い直線部のバーリング加工に適した特殊エンドレスバーリング金型を採用し、タレットパンチプレスで加工いたしました。
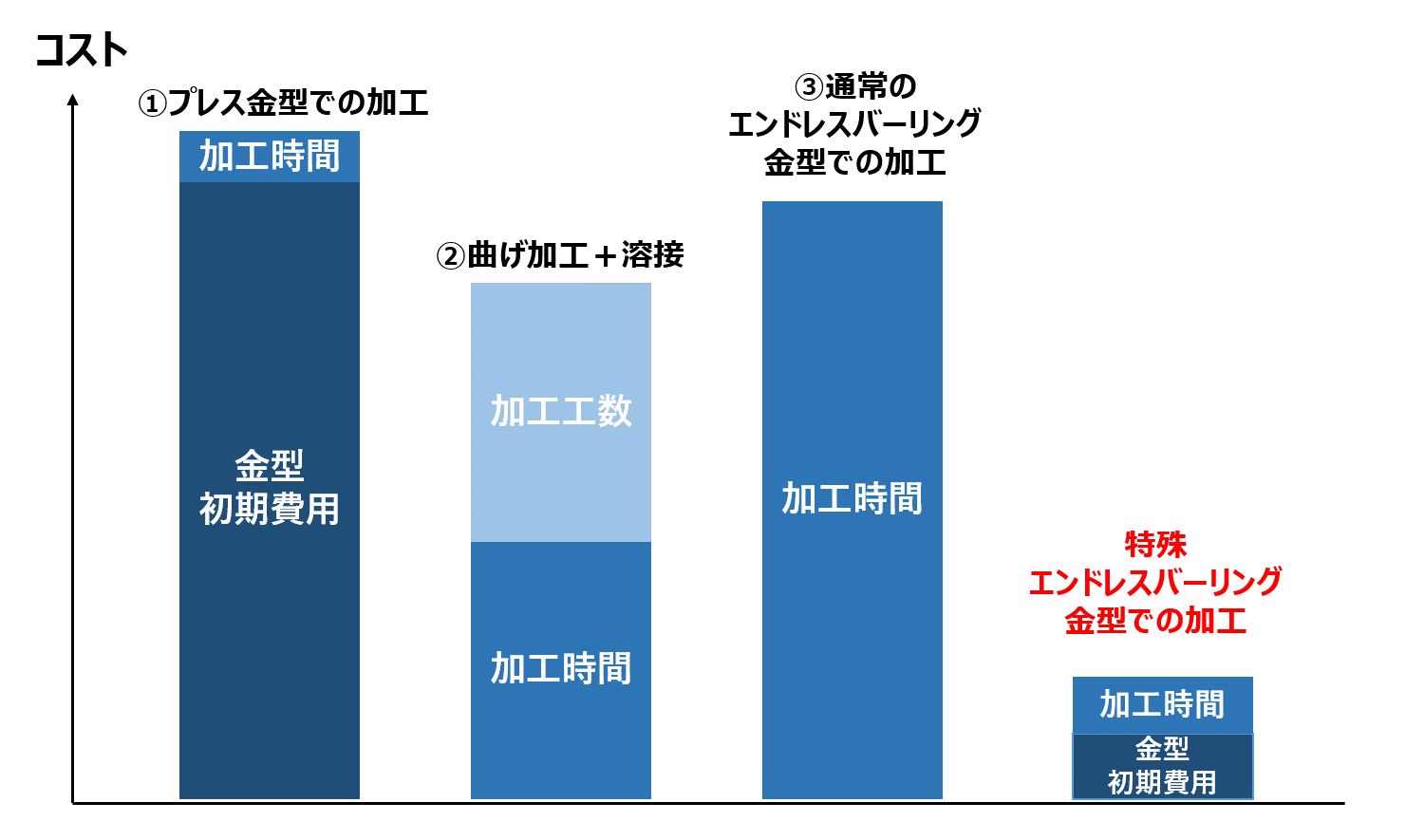
この結果、加工時間が短縮し、他の加工方法と比較しても大幅なコストダウンを実現いたしました。
バーリング加工とは?
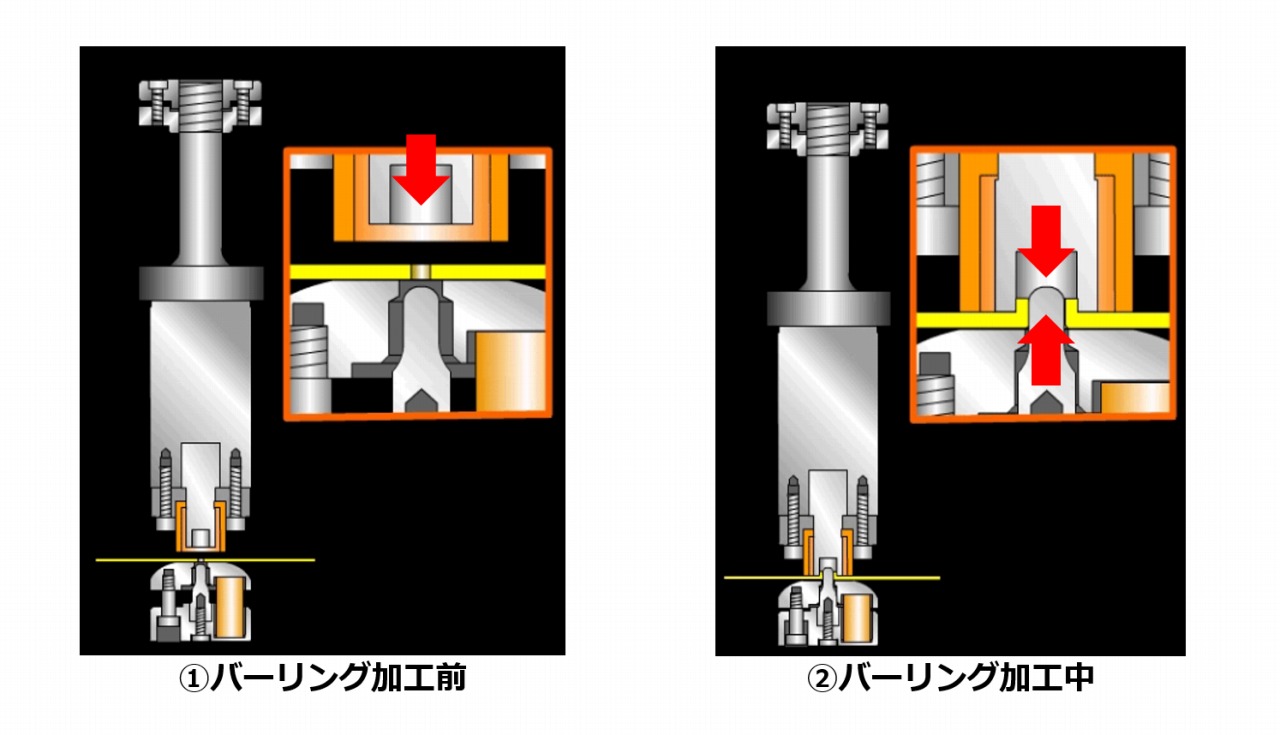
バーリング加工とは、板金に下穴(したあな)をあけた後、その穴の縁を押し広げるように塑性加工し、フランジ状の立ち上がり(ツバ)を成形する加工方法です。この加工によって成形された凸形状を「バーリング形状」と呼びます。
岡部工業では、主にNCT(タレパン)でバーリング加工を行っております。NCTで加工する時は、金型で板金の上下から挟み込み、絞ることで、バーリングを成形しています。下記はバーリング加工の工程をイラストで表したものです。
課題:大きな部品のバーリング加工に大きなコストや加工時間がかかってしまう。
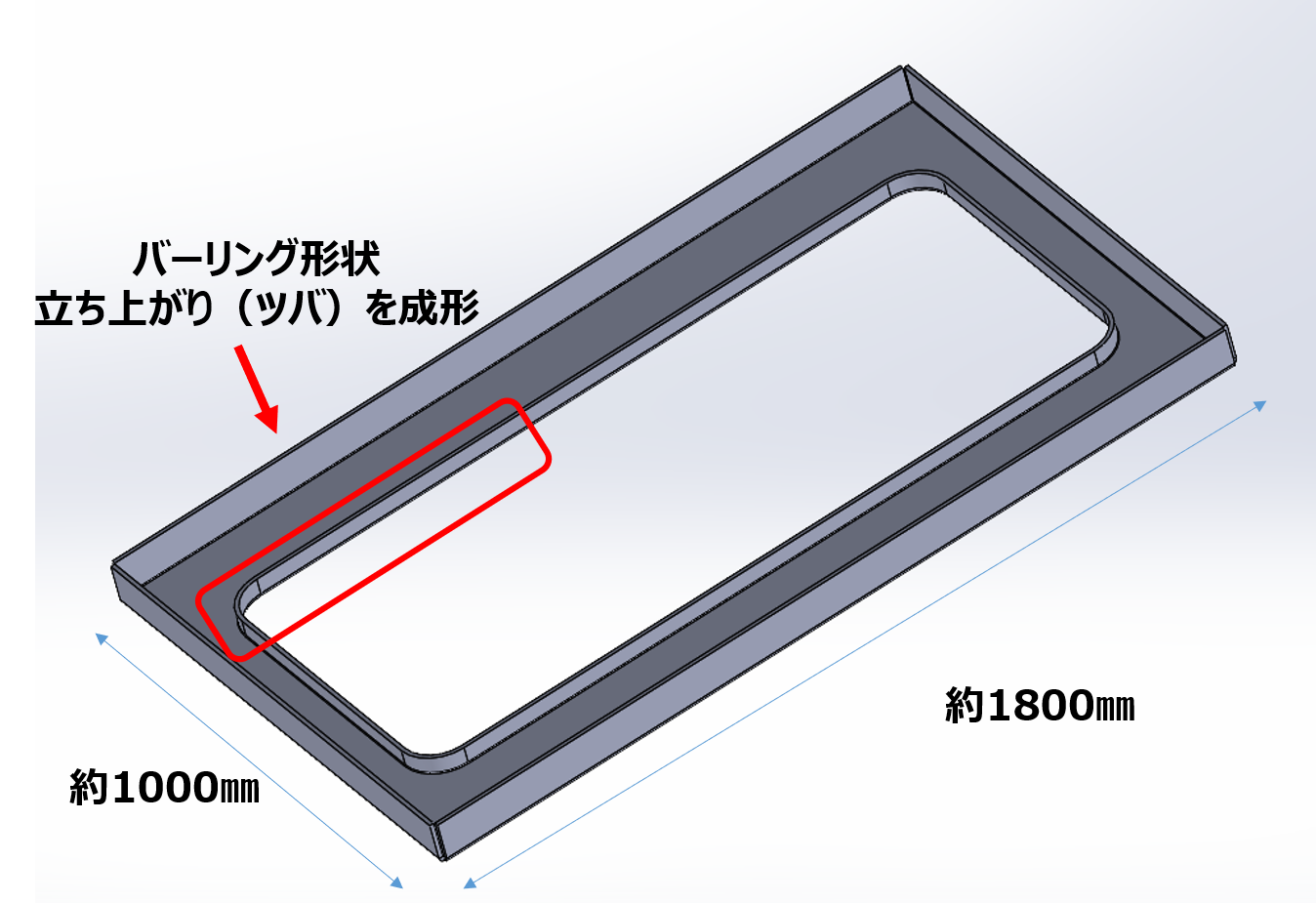
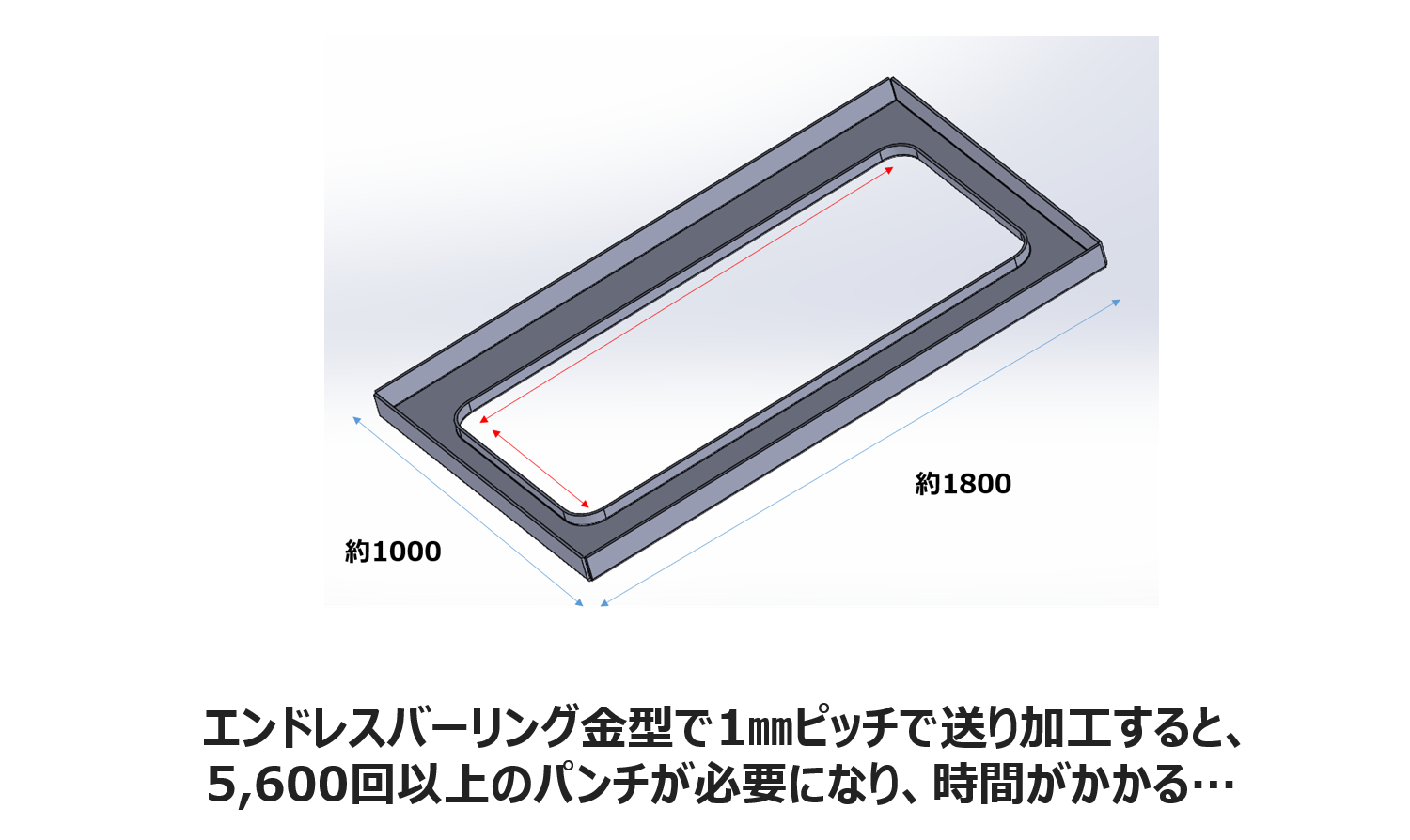
本事例では、大きな部品に対して、図のようなコーナーに大きなRがあるバーリング形状を設ける必要がありました。
図において、内側部分をバーリング加工によって凸形状に加工してて穴を設ける必要がございます。
この事例の加工方法としては、まずは下記の3方法が考えられます。
①プレス金型を作成して、バーリング加工を行う。
②曲げ加工で直線部を加工し、溶接でコーナー部分を接合する。
③エンドレスバーリング金型を使用して、1つの金型で多くのバーリング加工を行う。
①プレス金型を作成して、バーリング加工を行う。
バーリング加工のために新規でプレス金型を作成する方法です。この方法では、金型で一気にバーリング加工が可能なので加工時間はかかりません。しかし、金型費用に数千万円がかってしまい、生産台数が少ないと型費償却できません。本事例は製品数が多くはないので、プレス金型を作るととても高額な費用が掛かってしまいます。
メリット:金型の製作で容易にバーリング加工が可能
デメリット:金型費用が高額
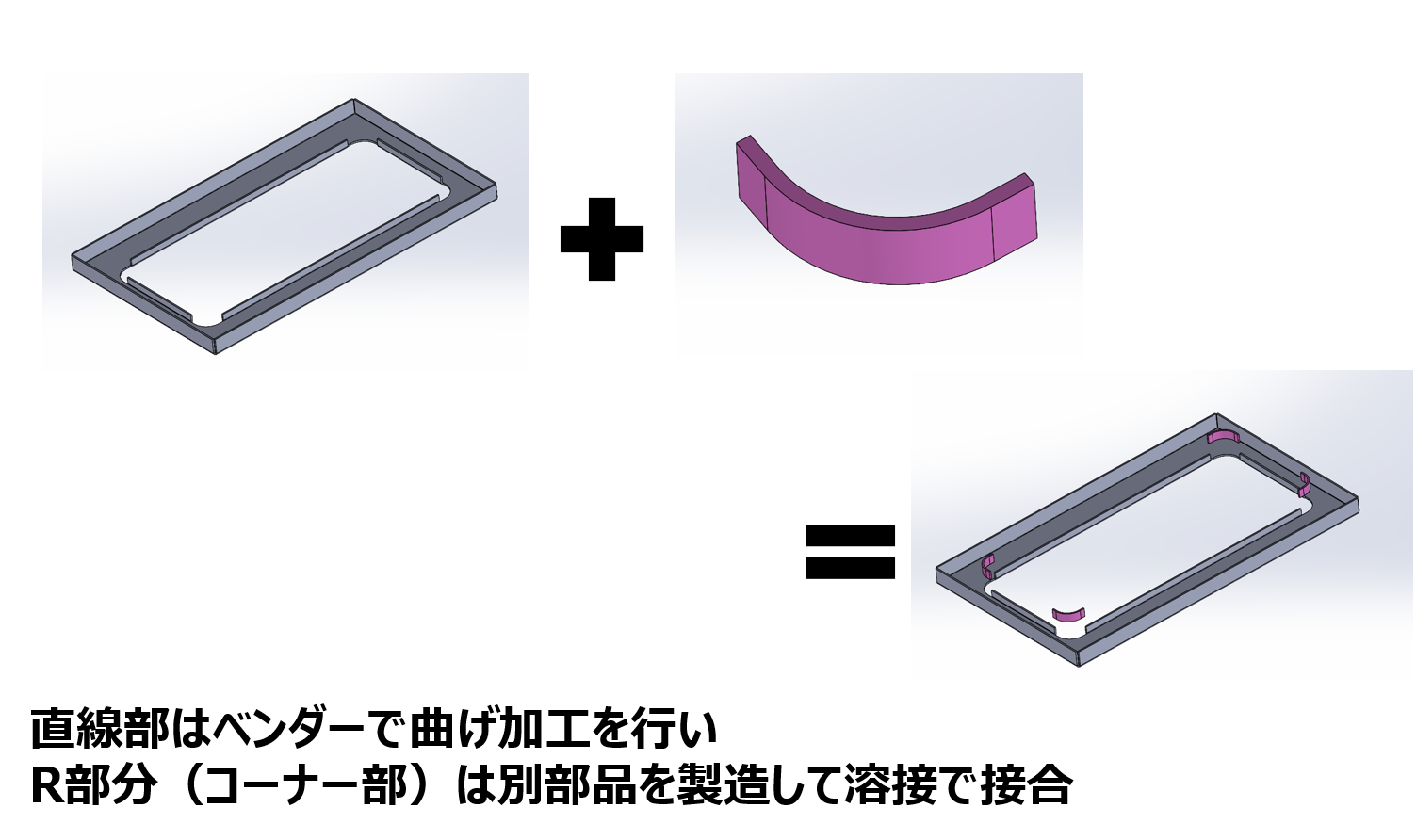
②曲げ加工で直線部を加工し、溶接でコーナー部分を接合する。
バーリング部分の直線部は汎用ベンダーで曲げ加工を行い、R部分(コーナー部)は別部品で製造して溶接で接合します。ただし、この方法も加工時間がかかるので、試作段階であれば、最適な工法となりますが、量産時に数量が多い場合はリードタイムがかかってしまいます。
メリット:初期費用が掛からず、加工時間も問題ない
型が必要ないので、試作段階の製作には向いている
デメリット:人の手で加工を行うため、工数がかかる
③エンドレスバーリング金型を使用して、1つの金型で多くのバーリング加工を行う。
エンドレスバーリングとは、主にタレットパンチプレスなどの工作機械で、長いフランジ(フチの立ち上がり)形状を連続的に成形する加工方法のことです。「エンドレス」という名前の通り、1つの小さな金型を使い、材料を少しずつ送りながら何度もパンチ(追打ち)することで、継ぎ目のない(エンドレスな)長いバーリングを作り出します。当社では、エンドレスバーリングを保有しており、R15以上のバーリングであれば送り加工して連続したバーリング加工が可能です。
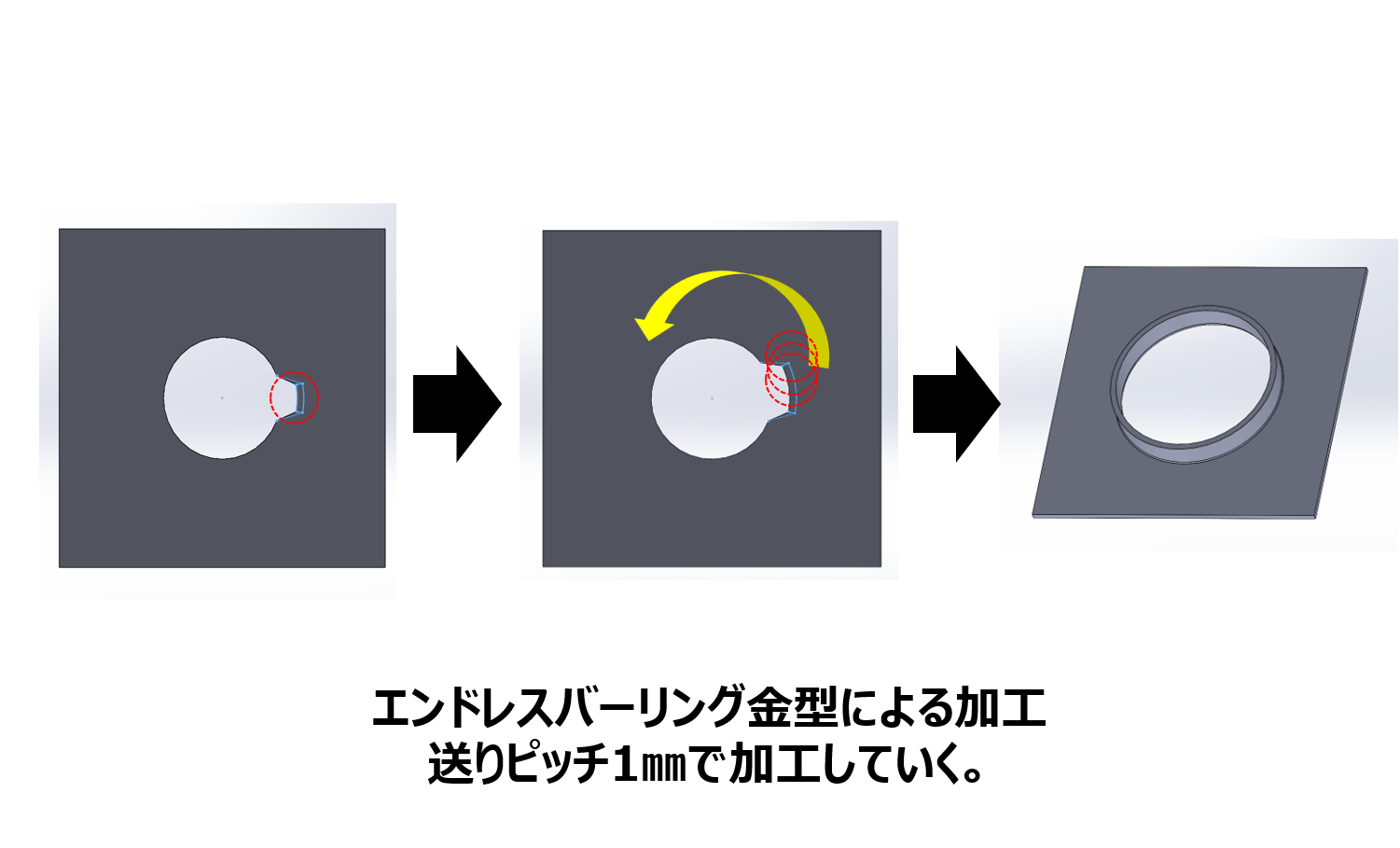
しかし、送り加工ピッチが1mmと狭いピッチで送り加工するので、長い距離をバーリング加工する場合と加工時間が長くなり、加工費が高くなります。
メリット:タレットパンチプレスの1工程で加工が完結し、初期費用も掛からない
デメリット:非常に長い加工時間
しかし、ここまで説明しました3つの加工方法では小ロット生産の大きな部品のバーリング加工に対しては、加工費用や加工時間が大幅にかかってしまいます。したがって、工数削減、新しい加工方法の検討などによって、大きな部品のバーリング加工に大きなコストや加工時間がかかるという課題を解決する必要がありました。
筐体設計・製造.COMの対策:直線部専用の特殊エンドレスバーリング金型を導入することで、圧倒的な加工時間の短縮を実現!
大きな部品のバーリング加工に大きなコストや加工時間がかかってしまうという課題に対して、筐体設計・製造.comでは、直線部専用の特殊エンドレスバーリング金型を導入することで、加工時間を大幅に短縮いたしました。
本事例の部品の場合、ほとんどが直線のバーリングなので、直線専用のバーリング金型(タレットパンチプレス金型)を新規に導入いたしました。直線部分専用の金型は送りピッチが40mmと大きいので、通常のエンドレスバーリング金型と比較して大きく加工時間を短縮することができます。
例えば、長さ800mmの直線バーリングを加工する場合、従来の送りピッチ1mmの通常工法では800回のパンチが必要でした。しかし、送りピッチ40mmの特殊エンドレスバーリングでは、わずか20回のパンチで完了します。これは、パンチ回数を40分の1に削減できることを意味します。
コーナーのR部分は、従来のエンドレスバーリング金型で加工を行っています。R部分は送りピッチ1mmで加工し、直線部になったら送りピッチ40mmの金型に交換し、連続的に加工することで、タレットパンチプレスにてバーリングが完結します。
直線部と曲線部で金型交換の段取りが発生しますが、それを考慮しても圧倒的に早い加工方法となります。
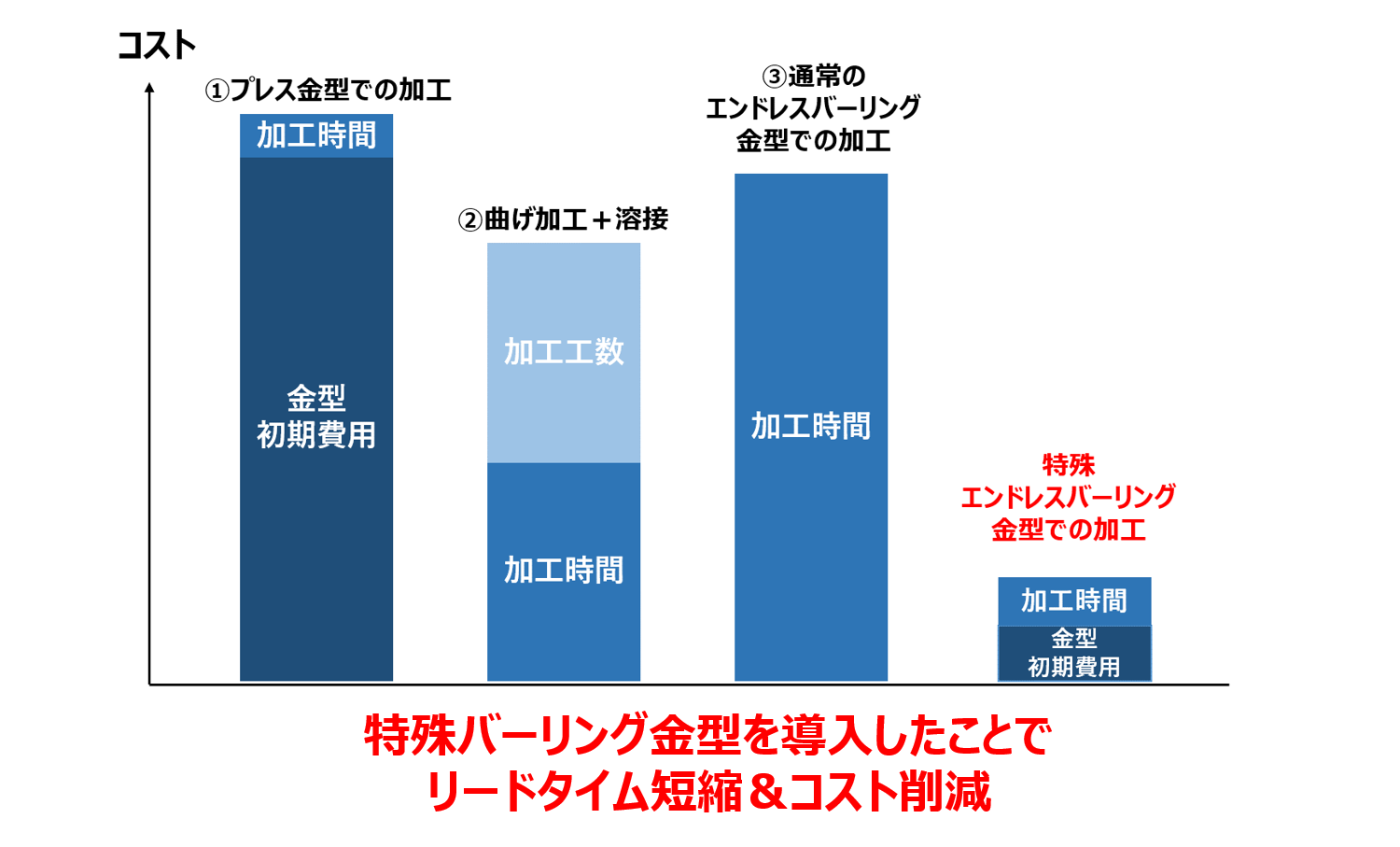
特殊エンドレスバーリング金型を導入した結果、プレス金型や曲げ加工を用いた加工、通常のエンドレスバーリング金型による加工と比較して、加工費・加工時間を大きく削減しコストダウンをすることができました。
筐体設計・製造.COMは、お客様の生産数量やプロジェクトの段階に応じて、常に最適な工法をご提案します。
本事例においては、例えば、金型費用をかけられない「試作段階」であれば、②として紹介した直線部分は通常の曲げ加工、バーリングのR(曲線)部分は別部品として製作して溶接しする工法で対応可能です。これにより、初期投資を抑えて製品の形状をご確認いただけます。
一方で、この工法は溶接などの工程が多いため、「量産段階」ではリードタイムの長期化や加工費用増化の要因となります。生産数量が多い場合は、加工時間が短く品質も安定する「特殊エンドレスバーリング金型」による加工が、トータルコストと納期の両面で優れた選択肢となります。
このように、お客様の状況を総合的に判断し、常にベストな製造方法をご提案できるのが当社の強みです。
まとめ
今回の技術提案のポイントとなった「特殊エンドレスバーリング金型」は、市販されている標準品ではありません。当社は、日頃から協力関係にある板金メーカーとの距離感が非常に近いため、このような特殊な金型の共同開発や、それを用いた特殊品の製造にも迅速かつ柔軟に対応できる体制が整っています。特注で金型製作し加工をすることも可能ですので、まずは一度お問い合わせください!
筐体設計・製造.COMを運営する岡部工業は、メーカーの設計と、板金の現場をつなぐ架け橋的な存在として、現場感も踏まえた上で積極的なVA/VE提案をする板金ソリューションカンパニーです。「本当にこの図面でいいのかな…?」「この図面じゃできないと断られた…」「昔の図面のままだけど品質不良が改善されない…」とお悩みの方は、ぜひ当社にご相談ください。現場目線で最適な図面設計へ改善提案をいたします。
>>お問い合わせはこちら
【無料】技術ハンドブックプレゼント
筐体設計・製造.COMでは、設計者・開発技術者様向けに、筐体板金加工に関する技術をまとめた、『技術ハンドブック』を発行しています。技術ハンドブックには、設計・開発段階からのコストダウンや品質向上を実現するための具体的なVA・VE提案を実際の事例に沿った形でイラスト付きで解説をしています。
また技術ハンドブックには、設計時に必要となる筐体板金加工に関する基礎知識や技術資料も掲載しております。技術資料としても、ぜひご活用いただければと思います。